I – 4 p e rc orso r e siduo – HEIDENHAIN PT 880 Manuale d'uso
Pagina 43
POSITIP 880
43
I – 4 P
e
rc
orso r
e
siduo
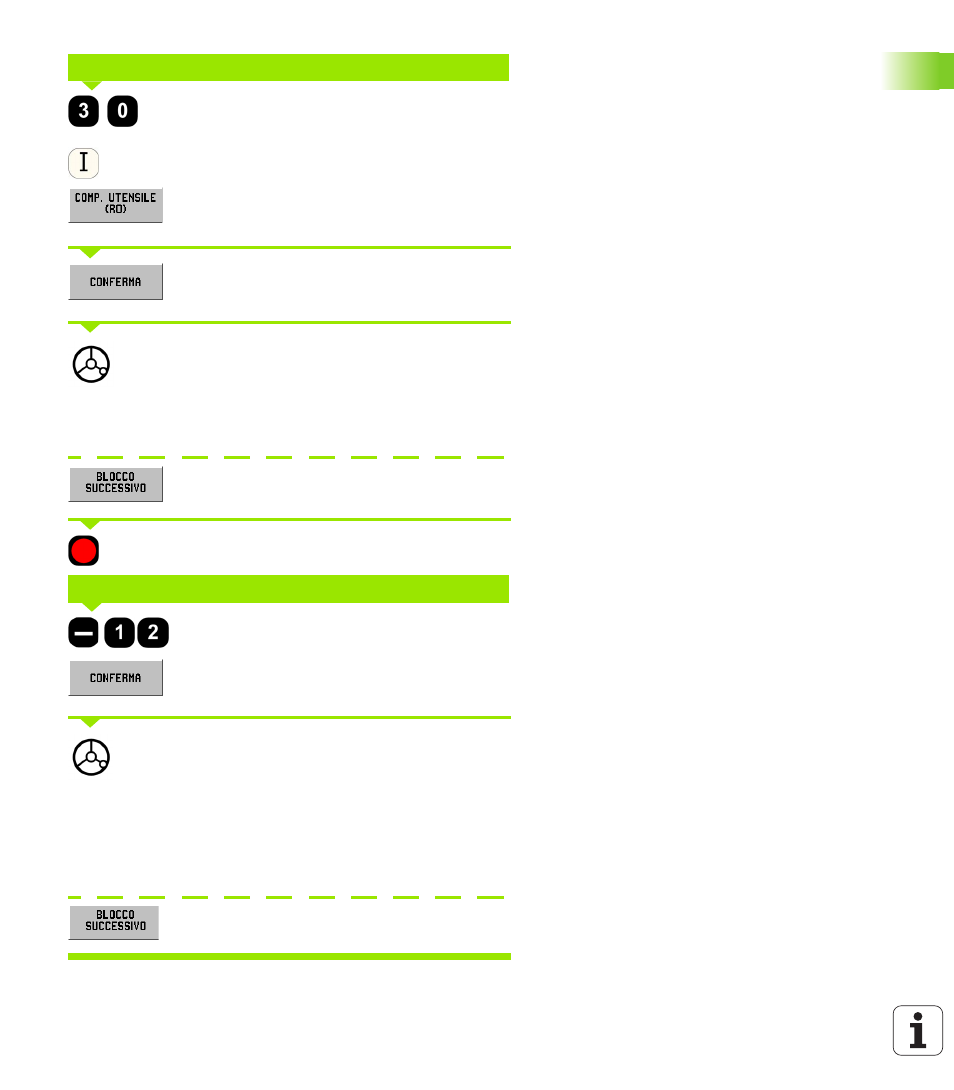
Inserire il valore nominale di posizione per il foro
2
:
Y = 30 mm.
Inserire il valore come quota incrementale premendo
il tasto I.
Selezionare la compensazione raggio utensile R0
premendo il softkey COMP. UTENSILE (R0).
Premere il softkey CONFERMA. Viene visualizzato l'aiuto
grafico di posizionamento per l'asse Y.
Traslare l'asse Y fino a passare per lo zero. Il quadrato
nell'aiuto grafico di posizionamento è ora centrato
rispetto ai due marcatori triangolari.
Dopo il passaggio per lo zero, il POSITIP 880 è pronto
per l'immissione del blocco successivo.
Premere il softkey BLOCCO SUCCESSIVO.
Selezionare l'asse Z premendo il relativo tasto.
Inserire il valore nominale di posizione per la
profondità di foratura: Z = –12 mm.
Premere il softkey CONFERMA. Viene visualizzato l'aiuto
grafico di posizionamento per l'asse Z.
Eseguire il foro
2
: traslare l'asse Z fino a passare per
lo zero. Il quadrato nell'aiuto grafico di
posizionamento è ora centrato rispetto ai due
marcatori triangolari.
Allontanare la punta nell'asse utensile (Z).
Dopo il passaggio per lo zero, la lavorazione è
completata.
Premere il softkey BLOCCO SUCCESSIVO.
VALORE NOMINALE DI POSIZIONE
VALORE NOMINALE DI POSIZIONE