HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 409
CALIBRAZIONE LUNGHEZZA TS (ciclo 461, DIN/ISO: G461) 17.6
17
TNC 320 | Manuale utente programmazione di cicli | 10/2013
409
17.6
CALIBRAZIONE LUNGHEZZA TS (ciclo
461, DIN/ISO: G461)
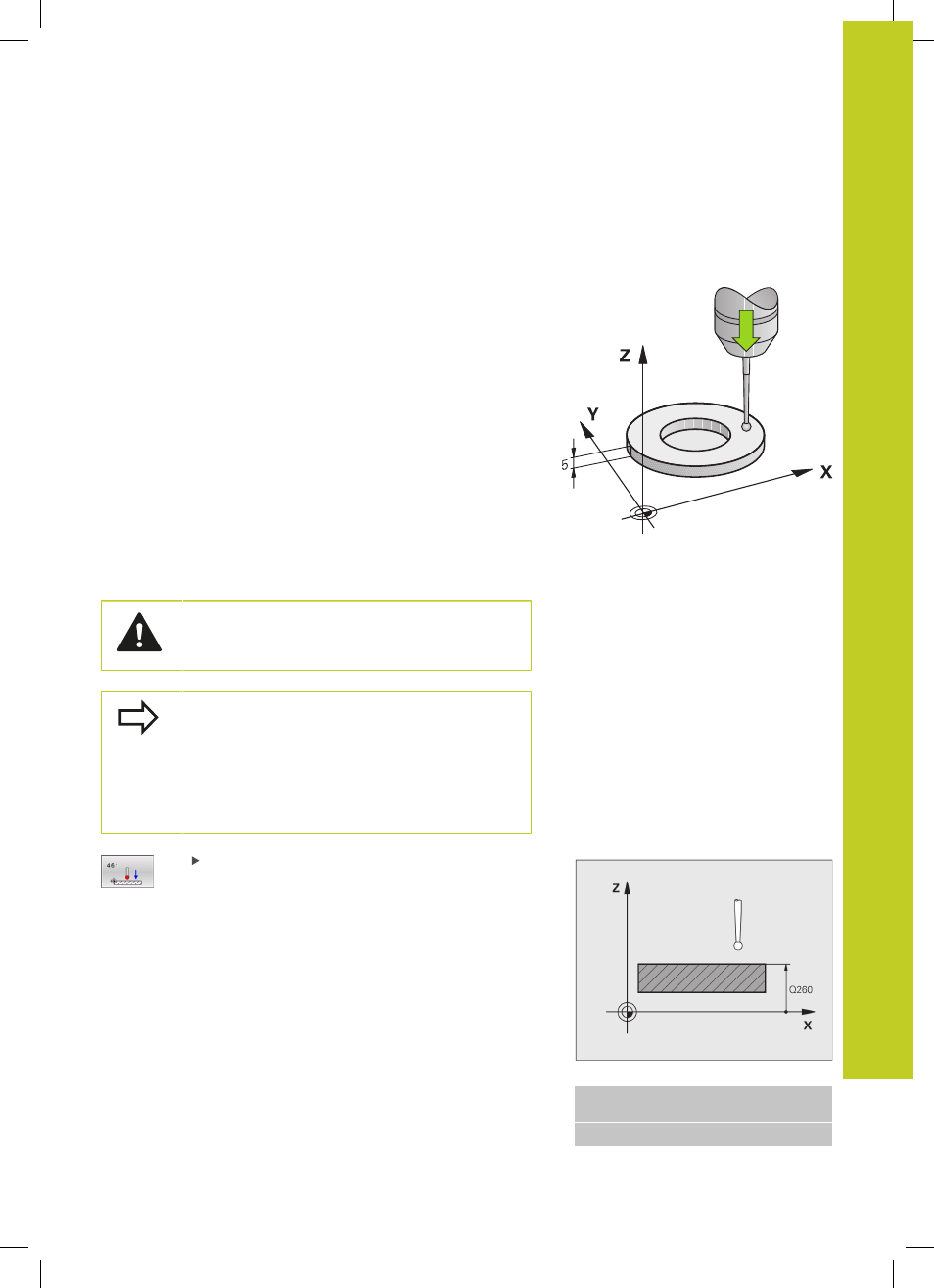
Esecuzione del ciclo
Prima di avviare il ciclo di calibrazione, è necessario impostare
l'origine nell'asse mandrino affinché sulla tavola della macchina sia
presente Z=0 e preposizionare il tastatore sull'anello di calibrazione.
1 Il TNC orienta il tastatore sull'angolo
CAL_ANG dalla tabella del
sistema di tastatura (solo se il tastatore in uso è orientabile)
2 Il TNC tasta dalla posizione attuale in direzione negativa
dell'asse mandrino con avanzamento di tastatura (colonna
F
della tabella del sistema di tastatura)
3 Il TNC posiziona quindi il tastatore in rapido (colonna
FMAX
della tabella del sistema di tastatura) di nuovo sulla posizione di
partenza
Per la programmazione
HEIDENHAIN si assume la garanzia per le funzioni
dei cicli di tastatura soltanto nel caso in cui si
impieghino sistemi di tastatura HEIDENHAIN.
La lunghezza efficace del tastatore si riferisce
sempre all'origine dell'utensile. Di regola il
costruttore della macchina colloca l'origine
dell'utensile sul naso del mandrino.
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
ORIGINE Q434 (in valore assoluto): origine della
lunghezza (ad es. altezza dell'anello di regolazione).
Campo di immissione da -99999,9999 a 99999,9999
Blocchi NC
5 TCH PROBE 461 CALIBRAZIONE
LUNGHEZZA TS
Q434=+5
;ORIGINE