HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 132
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di
scanalature
5.2
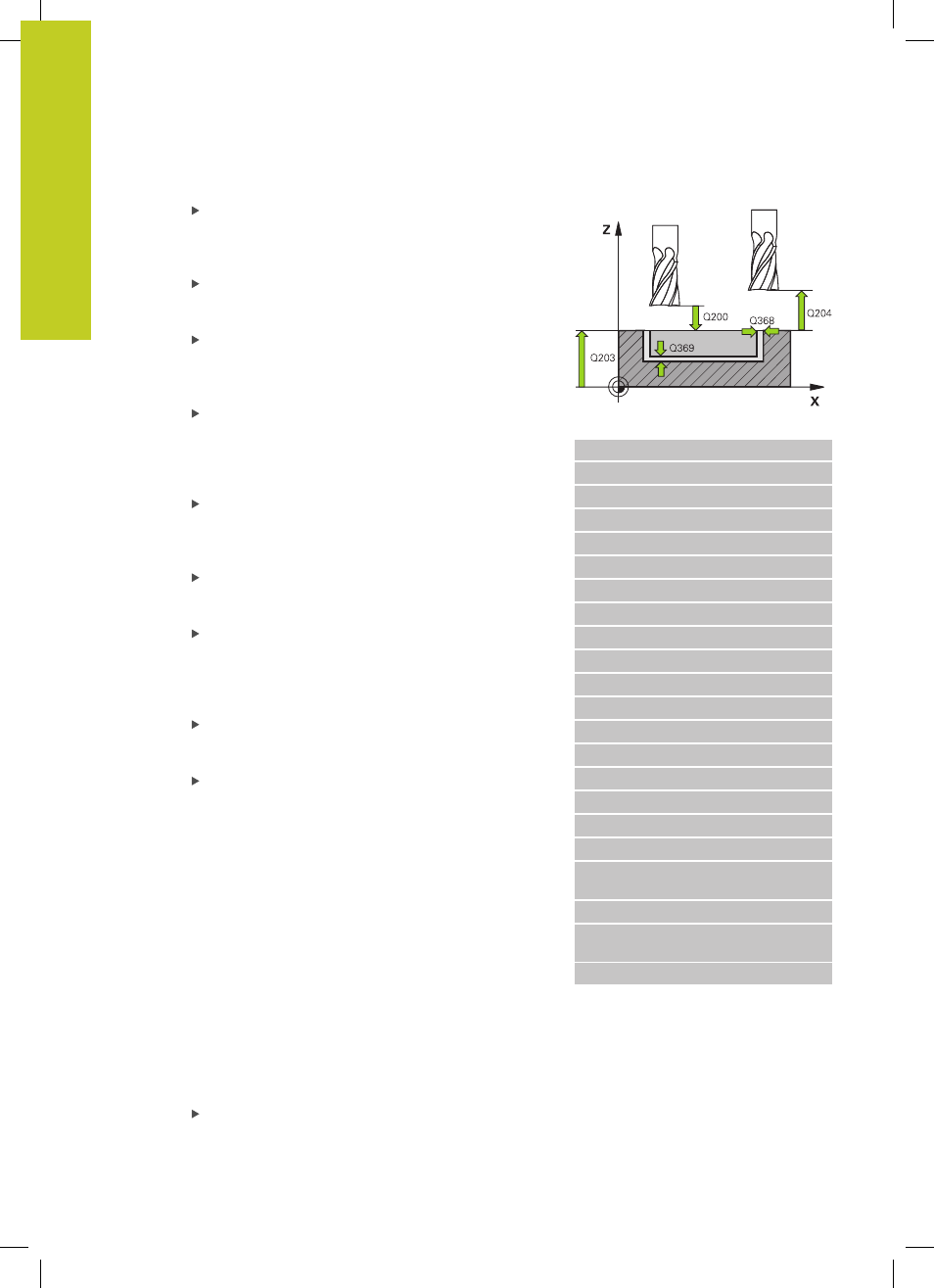
TASCA RETTANGOLARE (ciclo 251, DIN/ISO: G251)
5
132
TNC 320 | Manuale utente programmazione di cicli | 10/2013
PROFONDITÀ INCREMENTO Q202 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile; inserire un valore maggiore di 0.
Campo di immissione da 0 a 99999,9999
SOVRAMETALLO PROFONDITÀ Q369 (in valore
incrementale): sovrametallo di finitura per la
profondità. Campo di immissione da 0 a 99999,9999
AVANZAMENTO INCREMENTO Q206: velocità di
spostamento dell'utensile durante il posizionamento
in profondità in mm/min. Campo di immissione da 0
a 99999,999, in alternativa
FAUTO, FU, FZ
INCREMENTO PER FINITURA Q338 (in valore
incrementale): quota di accostamento dell'utensile
secondo l'asse del mandrino in finitura. Q338=0:
finitura in una sola passata. Campo di immissione da
0 a 99999,9999
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell'utensile e
la superficie del pezzo. Campo di immissione da 0 a
99999,9999, in alternativa
PREDEF
COORD. SUPERFICIE PEZZO Q203 (in valore
assoluto): coordinata della superficie del pezzo.
Campo di immissione da -99999,9999 a 99999,9999
2ª DISTANZA DI SICUREZZA Q204 (in valore
incrementale): coordinata dell'asse del mandrino
che esclude una collisione tra l'utensile e il pezzo
(dispositivo di serraggio). Campo di immissione da 0
a 99999,9999, in alternativa
PREDEF
FATTORE DI SOVRAPPOSIZIONE Q370: Q370 x
raggio utensile dà l’accostamento laterale k. Campo
di immissione da 0,1 a 1,9999, in alternativa
PREDEF
STRATEGIA PENETRAZIONE Q366: tipo di strategia
di penetrazione:
0
: penetrazione perpendicolare. Indipendentemente
dall'angolo di penetrazione
ANGLE definito
nella tabella utensili, il TNC penetra in modo
perpendicolare
1
: penetrazione elicoidale. Nella tabella utensili
l’angolo di penetrazione
ANGLE dell’utensile attivo
deve essere definito diverso da 0. Altrimenti il TNC
emette un messaggio d'errore
2
: penetrazione con pendolamento. Nella tabella
utensili l’angolo di penetrazione
ANGLE dell’utensile
attivo deve essere definito diverso da 0. Altrimenti il
TNC emette un messaggio d'errore. La lunghezza di
pendolamento dipende dall'angolo di penetrazione,
il TNC utilizza come valore minimo il doppio del
diametro utensile
PREDEF: il TNC impiega il valore del blocco GLOBAL
DEF
AVANZAMENTO FINITURA Q385: velocità di
spostamento dell'utensile durante la finitura laterale
e in profondità in mm/min. Campo di immissione da
0 a 99999,999, in alternativa
FAUTO, FU, FZ
Blocchi NC
8 CYCL DEF 251 TASCA RETTANGOLARE
Q215=0
;TIPO LAVORAZIONE
Q218=80
;LUNGHEZZA 1º LATO
Q219=60
;LUNGHEZZA 2º LATO
Q220=5
;RAGGIO SPIGOLO
Q368=0.2
;SOVRAM. LATERALE
Q224=+0
;ANGOLO DI ROTAZIONE
Q367=0
;POSIZIONE TASCA
Q207=500
;AVANZAM. FRESATURA
Q351=+1
;MODO FRESATURA
Q201=-20
;PROFONDITÀ
Q202=5
;PROF. INCREMENTO
Q369=0.1
;SOVRAM. PROFONDITÀ
Q206=150
;AVANZAMENTO PROF.
Q338=5
;INCREMENTO FINITURA
Q200=2
;DISTANZA SICUREZZA
Q203=+0
;COORD. SUPERFICIE
Q204=50
;2° DIST. DI SICUREZZA
Q370=1
;SOVRAPP.
TRAIETTORIA UT.
Q366=1
;PENETRAZIONE
Q385=500
;AVANZAMENTO
FINITURA
9 L X+50 Y+50 R0 FMAX M3 M99