5 tolleranza (ciclo 32, din/iso: g62), Funzionamento del ciclo, Tolleranza (ciclo 32, din/iso: g62) – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 265
TOLLERANZA (ciclo 32, DIN/ISO: G62) 12.5
12
TNC 320 | Manuale utente programmazione di cicli | 10/2013
265
12.5
TOLLERANZA (ciclo 32, DIN/ISO: G62)
Funzionamento del ciclo
La macchina e il TNC devono essere predisposti dal
costruttore.
Attraverso le indicazioni del ciclo 32 si può influire sul risultato della
lavorazione HSC in rapporto a precisione, qualità della superficie
e velocità, se il TNC è stato adattato alle proprietà specifiche della
macchina.
Il TNC smussa automaticamente il profilo tra elementi di profilo
qualsiasi (corretti o non corretti). Così l'utensile si sposta in modo
continuo sulla superficie del pezzo e non sollecita la meccanica
della macchina. Inoltre la tolleranza definita nel ciclo agisce anche
nei movimenti di spostamento su archi di cerchio.
Se necessario il TNC riduce automaticamente l'avanzamento
programmato, in modo che il programma venga sempre eseguito
dal TNC senza "contraccolpi" e alla velocità massima possibile.
Anche se il TNC non si sposta a velocità ridotta, la tolleranza
definita viene sempre mantenuta
. Quanto più grande è la
tolleranza definita, tanto più velocemente il TNC può spostare gli
assi.
La smussatura genera uno scostamento dal profilo. L'entità di
questo scostamento dal profilo (
VALORE TOLLERANZA) viene
definito dal costruttore della macchina in un parametro macchina.
Con il ciclo
32 si può modificare il valore di tolleranza preimpostato
e selezionare differenti impostazioni del filtro, purché il costruttore
della macchina utilizzi queste possibilità di impostazione.
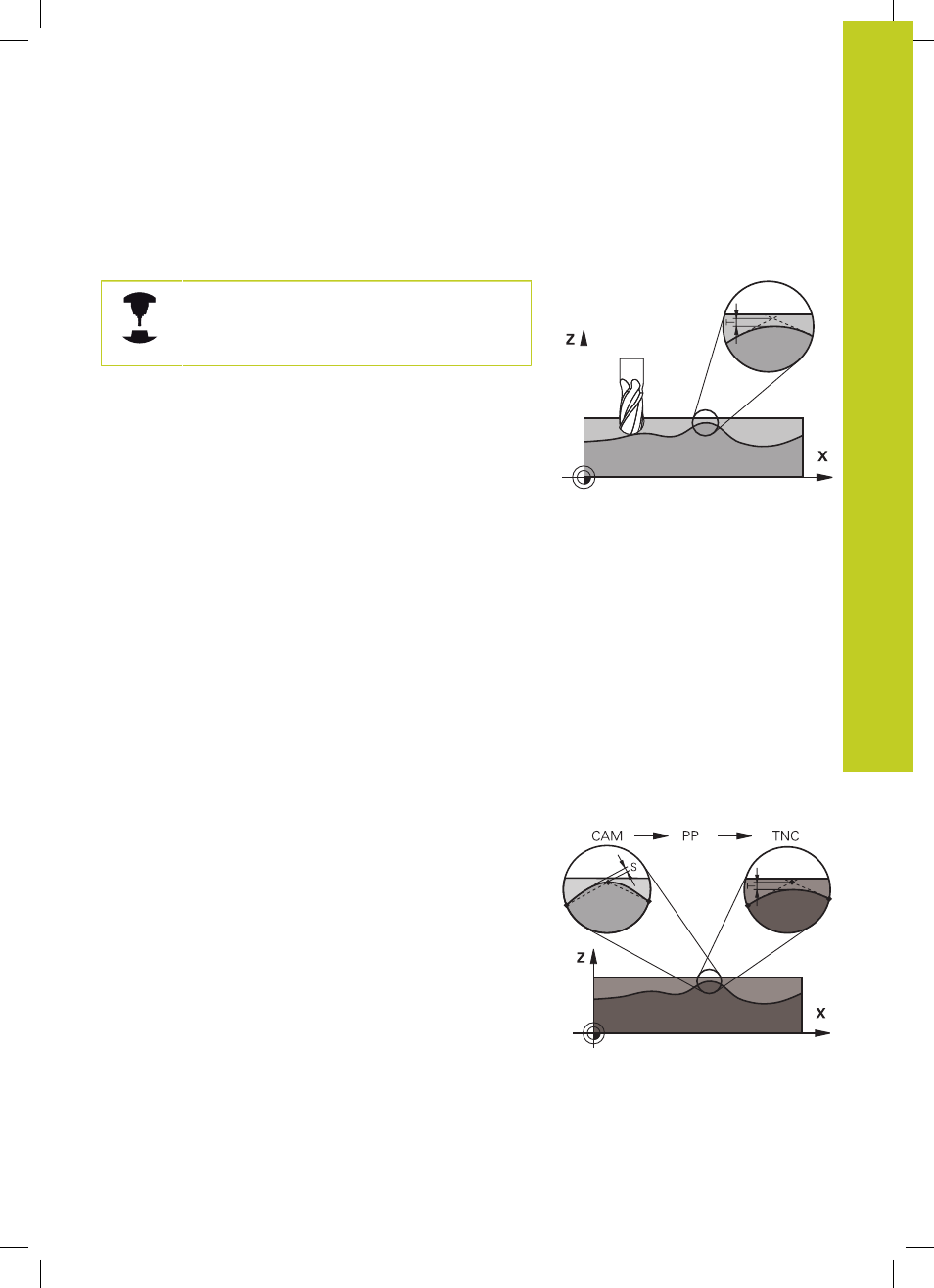
Effetti sulla definizione geometrica nel sistema CAM
Il fattore che influisce maggiormente nella generazione esterna
del programma NC è l’errore di corda S che può essere definito
nel sistema CAM. Attraverso l’errore di corda viene definita la
massima distanza tra i punti del programma NC generato mediante
un postprocessore (PP). Se l’errore di corda è uguale o minore del
valore di tolleranza scelto nel ciclo 32
T, il TNC può lisciare i punti
del profilo, se l’avanzamento programmato non viene limitato da
speciali impostazioni della macchina.
La lisciatura ottimale del profilo si ottiene quando il valore di
tolleranza viene scelto nel ciclo 32 tra 1,1 e 2 volte l’errore di corda
definito nel CAM.