Esecuzione del ciclo, Per la programmazione – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 287
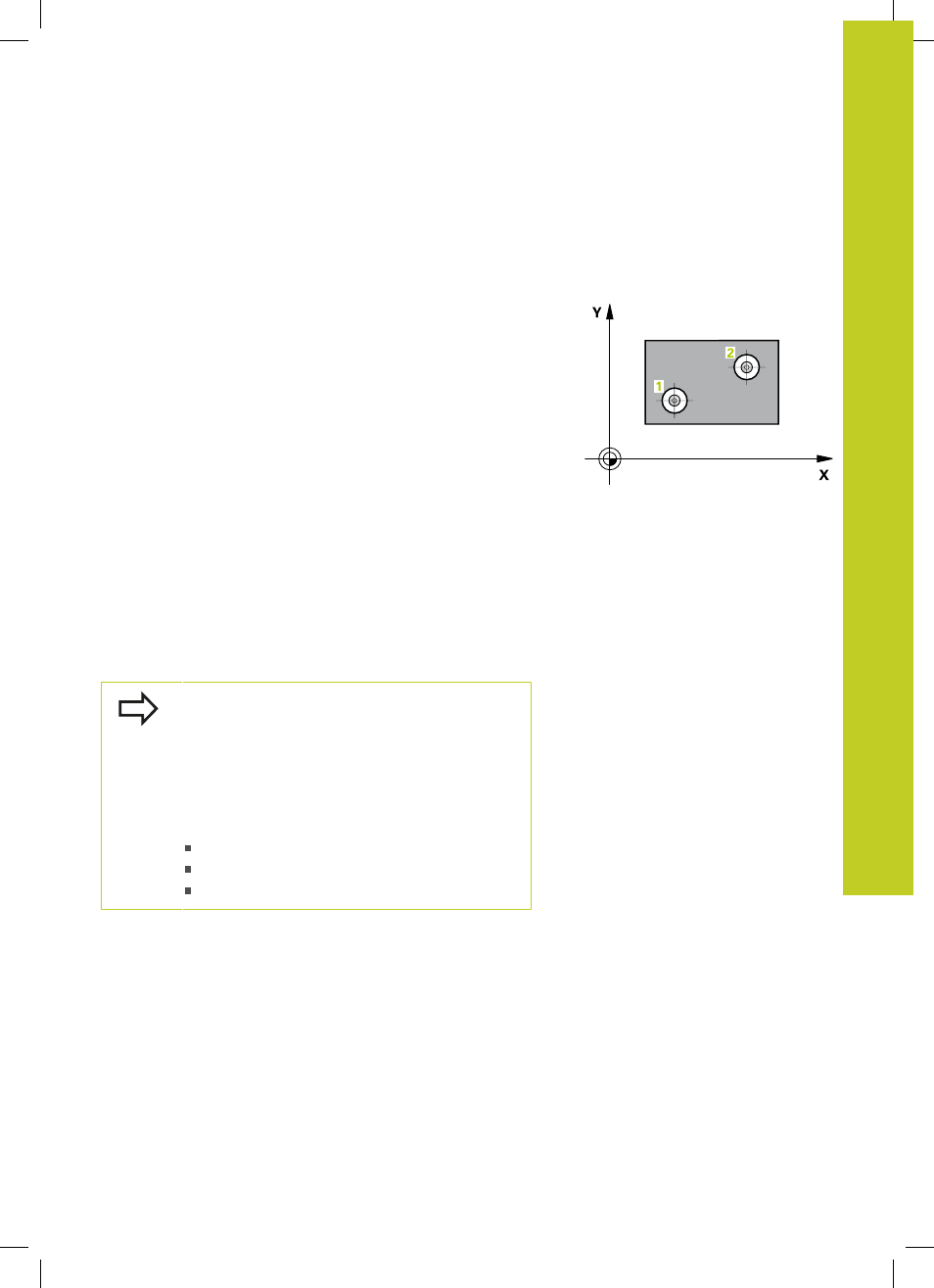
ROTAZIONE BASE su due fori (ciclo 401, DIN/ISO: G401) 14.3
14
TNC 320 | Manuale utente programmazione di cicli | 10/2013
287
14.3
ROTAZIONE BASE su due fori (ciclo
401, DIN/ISO: G401)
Esecuzione del ciclo
Il ciclo di tastatura 401 rileva i centri dei due fori. Successivamente
il TNC calcola l'angolo tra l'asse principale del piano di lavoro e la
retta che collega i centri dei due fori. Con la funzione Rotazione
base il TNC compensa il valore calcolato. In alternativa si può
compensare la posizione inclinata rilevata anche tramite rotazione
della tavola rotante.
1 Il TNC posiziona il tastatore in rapido (valore da colonna
FMAX) e
con la logica di posizionamento (vedere "Esecuzione dei cicli di
tastatura", Pagina 278) sul centro programmato del primo foro
1
2 Successivamente, il tastatore si porta all'altezza di misura
programmata e rileva, mediante quattro tastature, il centro del
primo foro
3 Il tastatore si riporta all'altezza di sicurezza e si posiziona sul
centro programmato del secondo foro
2
4 Il TNC porta il tastatore all'altezza di misura programmata e
rileva, mediante quattro tastature, il centro del secondo foro
5 Il TNC riposiziona il tastatore all'altezza di sicurezza ed effettua la
rotazione base calcolata
Per la programmazione
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
Il TNC disattiva un'eventuale rotazione base attiva
all'inizio del ciclo.
Se si desidera compensare la posizione inclinata
tramite rotazione della tavola rotante, il TNC impiega
automaticamente i seguenti assi rotativi:
C con l'asse utensile Z
B con l'asse utensile Y
A con l'asse utensile X