Parametri ciclo, Annullamento, Posizionamento degli assi rotativi – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 251
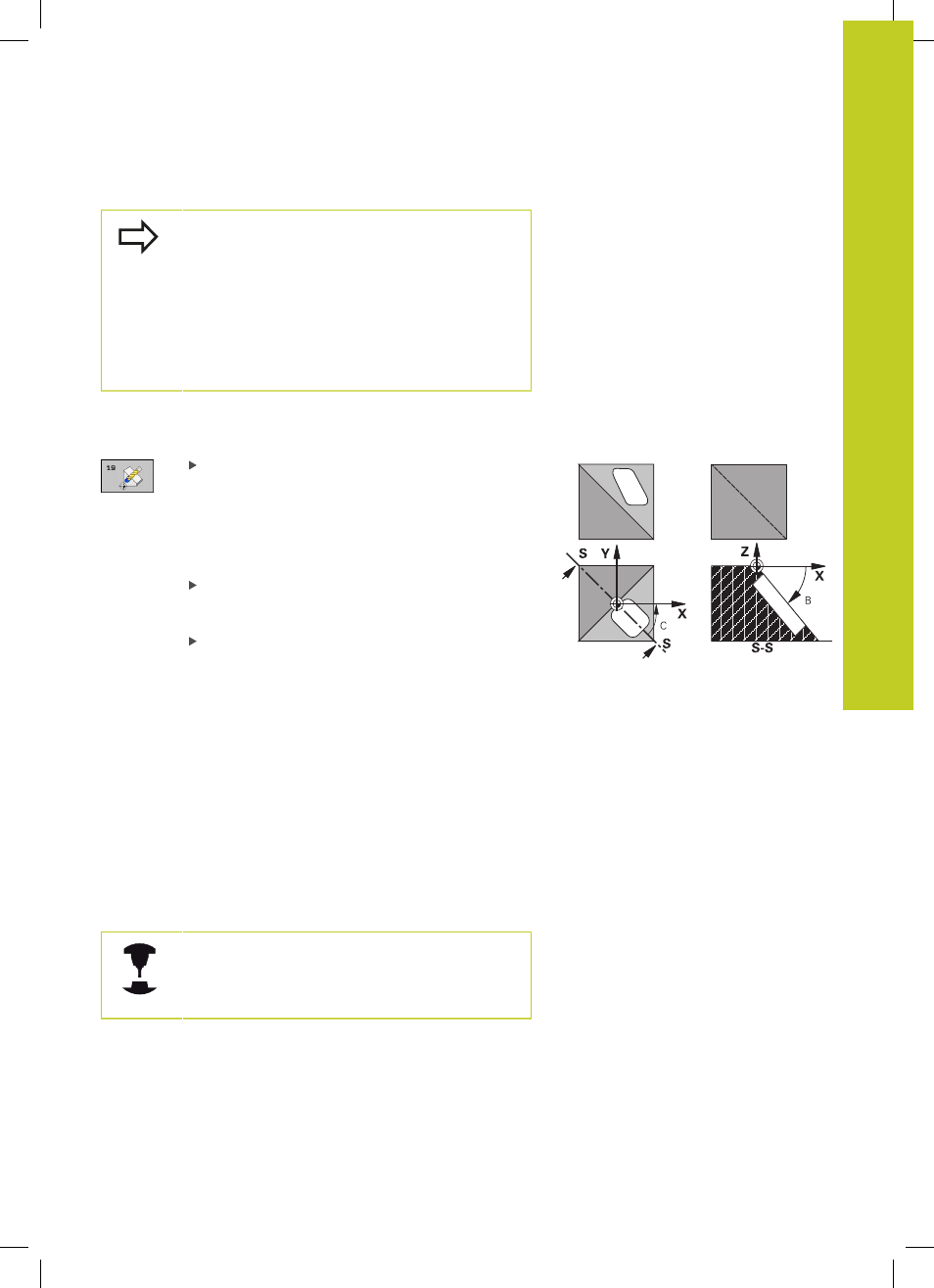
PIANO DI LAVORO (ciclo 19, DIN/ISO: G80, opzione software 1) 11.9
11
TNC 320 | Manuale utente programmazione di cicli | 10/2013
251
Poiché i valori degli assi rotativi non programmati
sono sempre interpretati come valori invariati, si
dovrebbero sempre definire tutti i tre angoli solidi,
anche se uno o più di essi hanno valore 0.
Il piano di lavoro viene sempre ruotato intorno
all'origine attiva.
Se si utilizza il ciclo 19 con M120 attiva, il TNC
disattiva automaticamente la correzione del raggio e
quindi anche la funzione M120.
Parametri ciclo
ASSE E ANGOLO DI ROTAZIONE?: inserire l'asse
rotativo con il relativo angolo; programmare gli
assi rotativi A, B e C mediante i softkey. Campo di
immissione da -360,000 a 360,000
Con posizionamento automatico degli assi rotativi da parte del TNC,
si possono introdurre anche i seguenti parametri
AVANZAMENTO? F=: velocità di spostamento
dell'asse rotativo nel posizionamento automatico.
Campo di immissione da 0 a 99999,999
DISTANZA DI SICUREZZA? (in valore incrementale):
il TNC posiziona la testa orientabile in modo tale
che la posizione risultante dal prolungamento
dell'utensile corrispondente alla distanza di
sicurezza non cambi rispetto al pezzo. Campo di
immissione da 0 a 99999,9999
Annullamento
Per annullare gli angoli di rotazione ridefinire il ciclo PIANO DI
LAVORO ed impostare per tutti gli assi rotativi 0°. In seguito
definire nuovamente il ciclo PIANO DI LAVORO e rispondere alla
domanda di dialogo azionando il tasto NO ENT. In questo modo si
disattiva la funzione.
Posizionamento degli assi rotativi
Il costruttore della macchina stabilisce se il ciclo
19 deve posizionare gli assi rotativi in automatico
o se devono essere posizionati manualmente nel
programma. Consultare il manuale della macchina.
Posizionamento manuale degli assi rotativi
Se il ciclo 19 non effettua il posizionamento automatico degli assi
rotativi, è necessario posizionarli in un blocco L separato dopo la
definizione del ciclo.
Se si lavora con angoli asse, è possibile definire i valori degli assi
direttamente nel blocco L. Se si lavora con angoli solidi, si possono
utilizzare i parametri Q descritti dal ciclo 19
Q120 (valore asse A),
Q121 (valore asse B) e Q122 (valore asse C).