Esecuzione del ciclo, Per la programmazione – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 293
ROTAZIONE BASE tramite asse rotativo (ciclo 403, DIN/ISO: G403) 14.5
14
TNC 320 | Manuale utente programmazione di cicli | 10/2013
293
14.5
ROTAZIONE BASE tramite asse
rotativo (ciclo 403, DIN/ISO: G403)
Esecuzione del ciclo
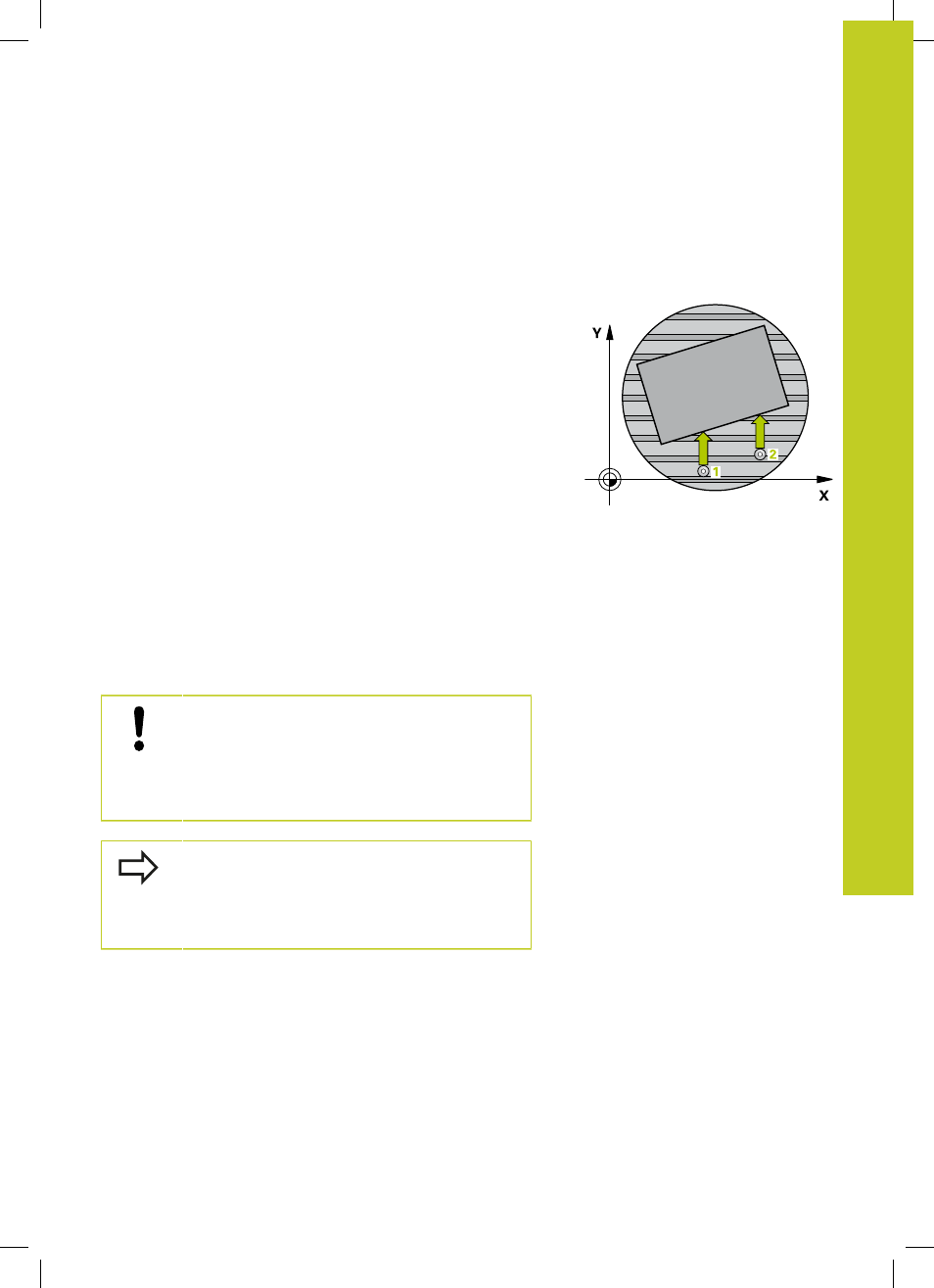
Il ciclo di tastatura 403 rileva una posizione inclinata del pezzo
mediante la misurazione di due punti che devono trovarsi su una
retta. Il TNC compensa, mediante rotazione dell'asse A, B o C, la
posizione inclinata determinata del pezzo. Per questo il pezzo può
essere serrato secondo le esigenze sulla tavola rotante.
1 Il TNC posiziona il tastatore in rapido (valore da colonna
FMAX)
e con la logica di posizionamento (vedere "Esecuzione dei cicli
di tastatura", Pagina 278) sul punto da tastare programmato
1
.
Contemporaneamente il TNC sposta il tastatore della distanza
di sicurezza in senso opposto alla direzione di spostamento
definita
2 Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (colonna
F)
3 Quindi il tastatore si porta sul successivo punto da tastare
2
ed
esegue la seconda tastatura
4 Il TNC riposiziona il tastatore all'altezza di sicurezza e sposta
l'asse rotativo definito nel ciclo per il valore calcolato. Come
opzione, si può azzerare l'indicazione dopo l'allineamento
Per la programmazione
Attenzione Pericolo di collisione!
Il TNC non esegue più ora alcun controllo in
riferimento alle posizioni di tastatura e all'asse di
compensazione. Si possono pertanto determinare
eventuali movimenti di compensazione sfalsati di
180°.
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
Il TNC memorizza l'angolo rilevato anche nel
parametro
Q150.