6 fresatura di filetti (ciclo 262, din/iso: g262), Esecuzione del ciclo, Fresatura di filetti (ciclo 262, din/iso: g262) – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 105
FRESATURA DI FILETTI (ciclo 262, DIN/ISO: G262)
4.6
4
TNC 320 | Manuale utente programmazione di cicli | 10/2013
105
4.6
FRESATURA DI FILETTI (ciclo 262,
DIN/ISO: G262)
Esecuzione del ciclo
1 Il TNC posiziona l'utensile nell'asse del mandrino in rapido
FMAX
alla DISTANZA DI SICUREZZA sopra la superficie del pezzo
2 L'utensile si porta con l'avanzamento di preposizionamento
programmato al piano di partenza, che risulta dal segno
algebrico del passo della filettatura, dal modo di fresatura e dal
numero di filetti prima della ripresa
3 Quindi l'utensile si porta tangenzialmente sul diametro nominale
della filettatura seguendo una traiettoria elicoidale. Prima del
posizionamento con traiettoria elicoidale, viene eseguito un
posizionamento di compensazione sull'asse utensile, per iniziare
la traiettoria della filettatura sul piano di partenza programmato
4 A seconda del parametro Filetti per passata l'utensile fresa la
filettatura con una traiettoria elicoidale continua o in più riprese
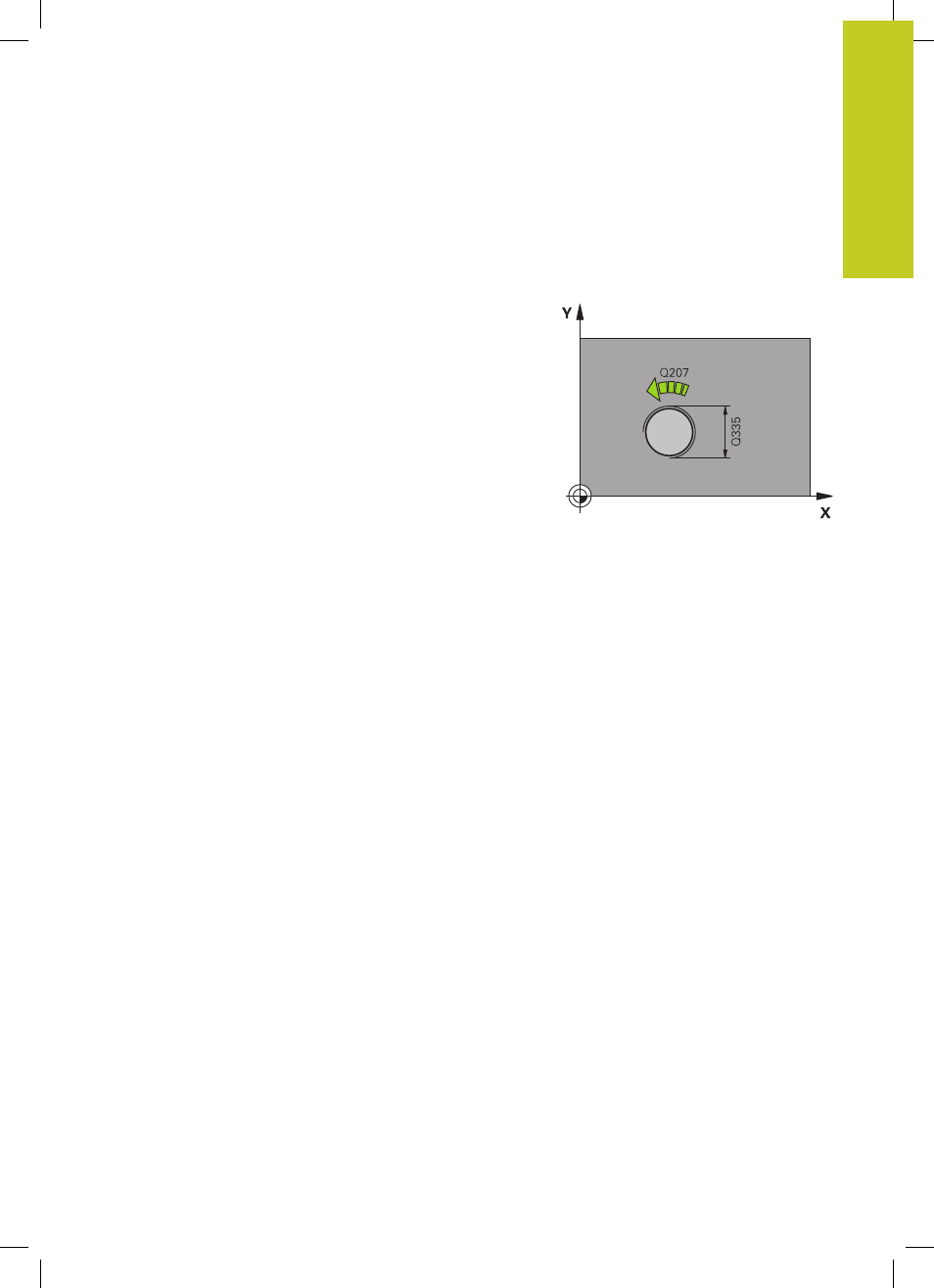
5 In seguito l'utensile si stacca tangenzialmente dal profilo,
ritornando al punto di partenza nel piano di lavoro
6 Alla fine del ciclo, il TNC porta l'utensile in rapido alla DISTANZA
DI SICUREZZA o, se programmato, alla 2 ª DISTANZA DI
SICUREZZA