Parametri ciclo – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuale d'uso
Pagina 183
FINITURA LATERALE (ciclo 24,
DIN/ISO: G124)
7.8
7
TNC 320 | Manuale utente programmazione di cicli | 10/2013
183
Parametri ciclo
SENSO ROT. Q9: direzione di lavorazione:
+1
: rotazione in senso antiorario
–1
: rotazione in senso orario
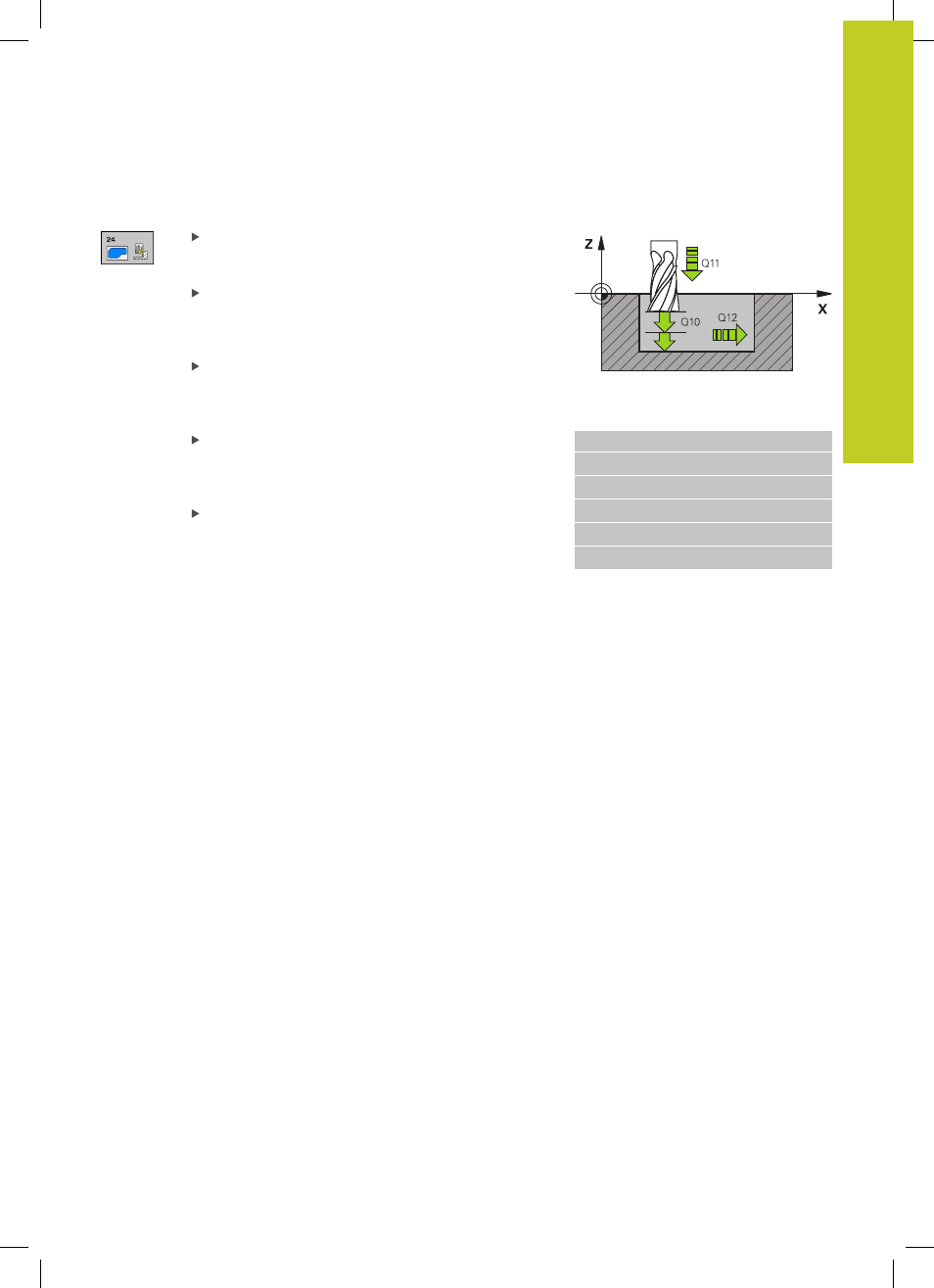
PROFONDITÀ INCREMENTO Q10 (in valore
incrementale): quota di cui l'utensile viene
accostato di volta in volta. Campo di immissione da
-99999,9999 a 99999,9999
AVANZAMENTO INCREMENTO Q11: velocità di
spostamento dell'utensile durante la penetrazione in
mm/min. Campo di immissione da 0 a 99999,9999,
in alternativa
FAUTO, FU, FZ
AVANZAMENTO FRESATURA Q12: velocità di
spostamento nel piano di lavoro. Campo di
immissione da 0 a 99999,9999, in alternativa
FAUTO, FU, FZ
SOVRAMETALLO LATERALE Q14 (in valore
incrementale): quota per finiture ripetute;
programmando Q14 = 0 viene asportata la quota
di finitura residua. Campo di immissione da
-99999,9999 a 99999,9999
Blocchi NC
61 CYCL DEF 24 FINITURA LATERALE
Q9=+1
;SENSO DI ROTAZIONE
Q10=+5
;PROF. INCREMENTO
Q11=100
;AVANZ. INCREMENTO
Q12=350
;AVANZ. PER SVUOT.
Q14=+0
;SOVRAM. LATERALE