Alluminio, Plasma a n, Protezione a n – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 192: 600 a, Metrico marcatura, Imperiale
Funzionamento
4-88
HPR800XD Auto Gas
– 806504 Revisione 1
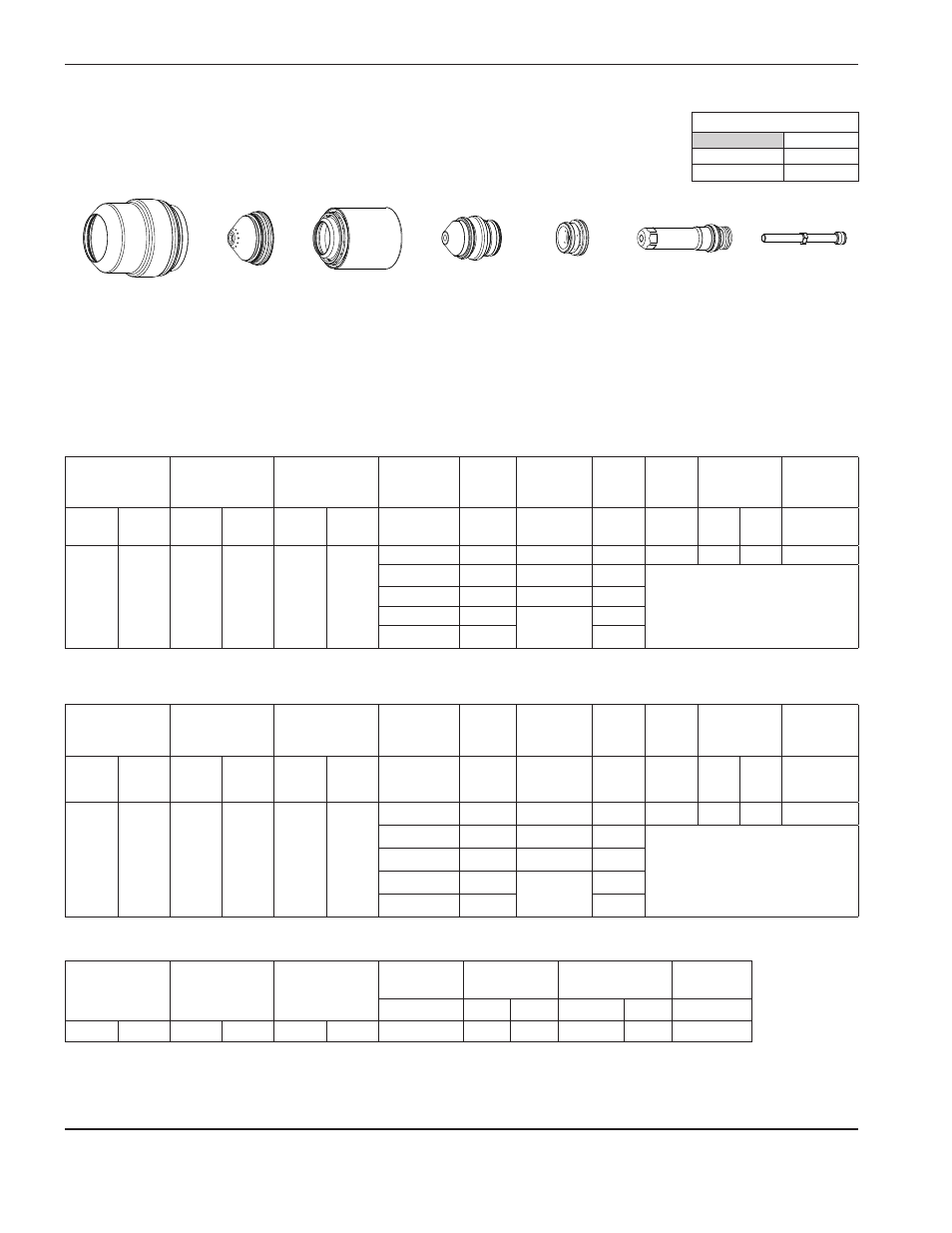
Alluminio
Plasma a N
2
/ protezione a N
2
600 A
220707
220637
220709
220885
220405
220859
220571
Metrico
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
30
10
60
35
24
1,8
0.07
1270
50
81
Note:
il segnale di “sfondamento completato” deve essere disattivato per tutti i processi a 600 A.
Portata – l/min / scfh
N
2
Pre-flusso
110 / 232
Flusso di taglio 167 / 353
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Alt di
trasferim
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
mm
%
fattore
secondi
N
2
N
2
43
13
50
34
40
185
9,5
1448
19,1
25,4
266
2,0
45
196
12,7
1248
Partenza dal bordo
50
195
10,2
1048
60
209
12,7
832
80
212
600
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Alt di
trasferim
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
poll.
%
fattore
secondi
N
2
N
2
43
13
50
34
1-1/2
185
0.375
60
0.75
1.0
266
2.0
1-3/4
196
0.500
50
Partenza dal bordo
2.0
195
0.400
40
2-1/2
209
0.500
30
3.0
212
26
Imperiale