Taglio inclinato dell’acciaio al carbonio, Plasma ad o, Protezione aria 130 a – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 142: Marcatura
Funzionamento
4-38
HPR800XD Auto Gas
– 806504 Revisione 1
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
mm
Gamma (mm)
mm/m
mm
% fattore
secondi
O
2
Aria
15
23
84
21
2,0
3
2,5 – 8,6
6505
5,0
200
0,1
4
2,8 – 8,6
5550
5,6
0,2
5
4795
0,3
6
4035
15
8
3,0 – 8,6
3360
6,0
10
2680
12
3,3 – 8,6
2200
6,6
0,5
15
3,8 – 8,6
1665
7,6
0,7
20
1050
1,0
25
4,0 – 8,6
550
190
1,8
33
32*
4,5 – 8,6
375
10,2
220
4,0
38
255
Partenza dal bordo
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
poll.
Gamma (poll.)
poll/min
poll.
% fattore
secondi
O
2
Aria
15
23
84
21
0.08
0.135
0.10 – 0.34
240
0.20
200
0.1
3/16
0.11 – 0.34
190
0.22
0.2
1/4
150
0.3
15
5/16
0.12 – 0.34
132
0.24
3/8
110
1/2
0.13 – 0.34
80
0.26
0.5
5/8
0.15 – 0.34
60
0.30
0.7
3/4
45
1.0
1
0.16 – 0.34
20
190
1.8
33
1-1/4*
0.18 – 0.34
15
0.40
220
4.0
1-1/2
10
Partenza dal bordo
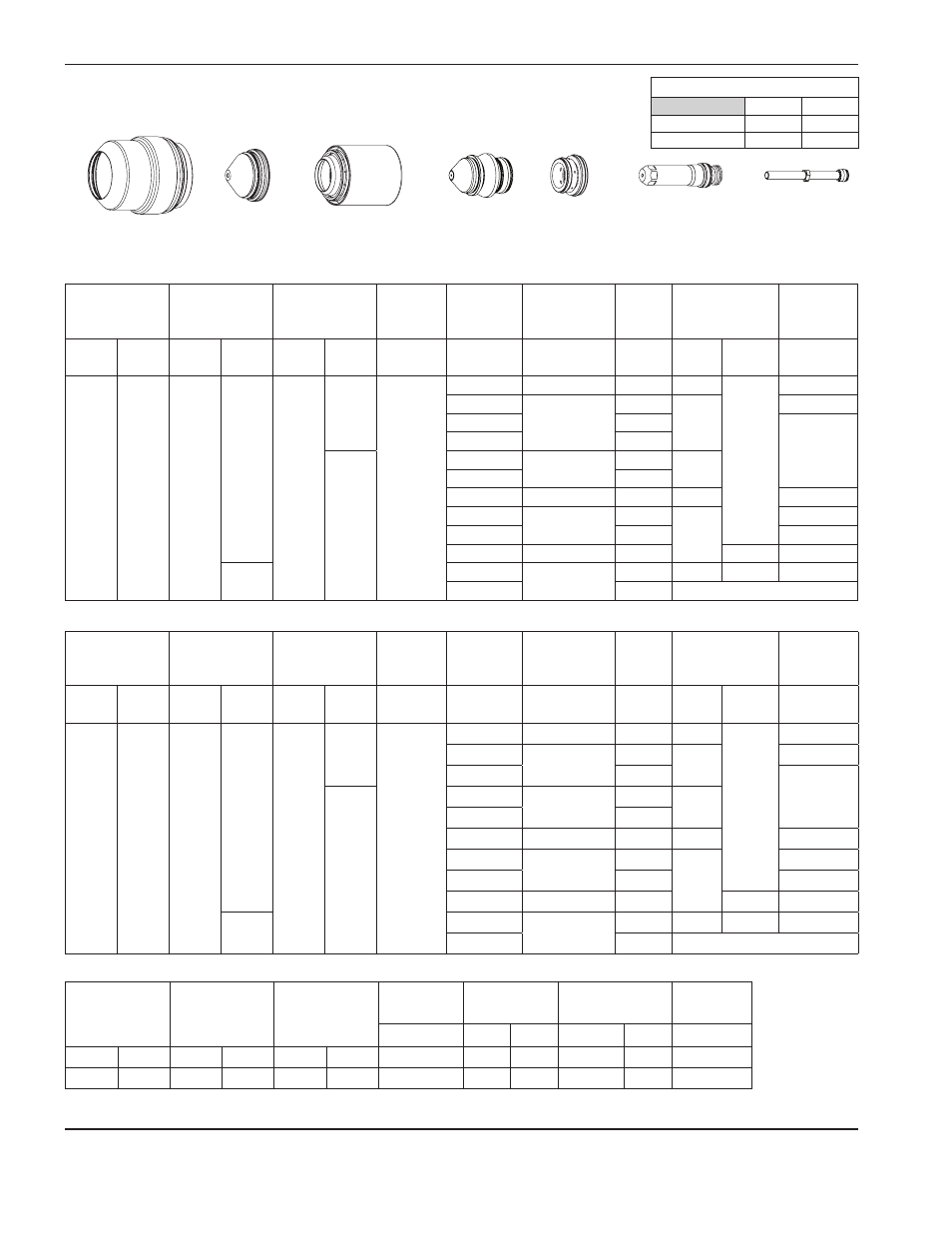
Taglio inclinato dell’acciaio al carbonio
Plasma ad O
2
/ protezione aria
130 A
Portata – l/min / scfh
O
2
Aria
Pre-flusso
0 / 0
64 / 135
Flusso di taglio 33 / 70
45 / 96
220742
220637
220649
220740
220179
220646
Nota:
l’angolo di inclinazione è compreso tra 0° e 45°.
220700
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
130
Ar
Aria
50
10
50
10
15
3,0
0.12
2540
100
75
Marcatura
* Suggerimenti per lo sfondamento dell’acciaio al carbonio da 32 mm: 1. Attivare il pre-flusso del gas durante il rilevamento dell’altezza iniziale IHS, 2. Utilizzare il contatto
ohmico durante il rilevamento dell’altezza iniziale IHS, 3. Utilizzare lo sfondamento completato durante lo sfondamento.