Acciaio inox, Plasma a n, Protezione a n – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 175: 600 a, Marcatura, Metrico imperiale
Funzionamento
HPR800XD Auto Gas
– 806504 Revisione 1
4-71
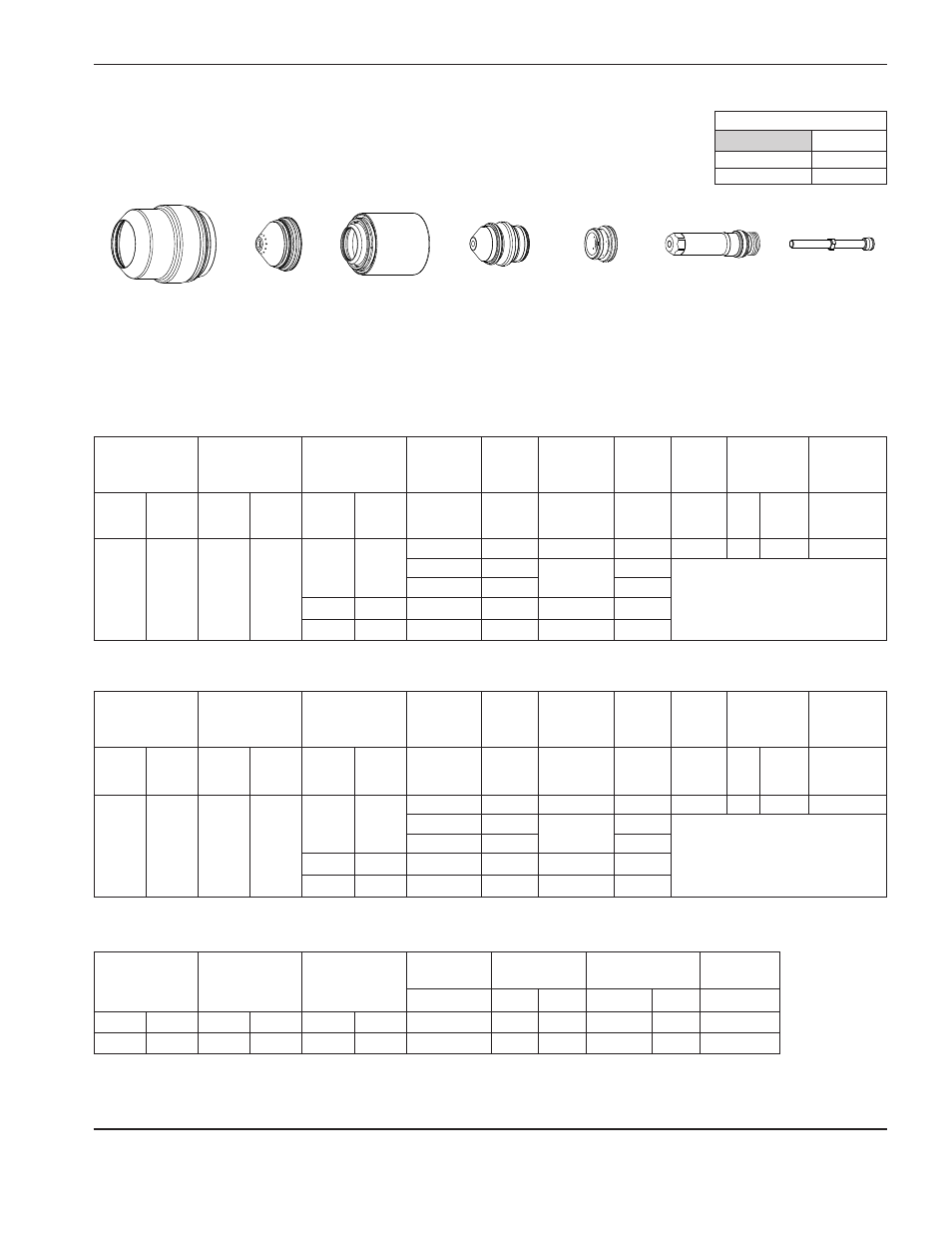
Acciaio inox
Plasma a N
2
/ protezione a N
2
600 A
220707
220637
220709
220885
220405
220859
220571
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
30
10
30
10
24
2,5
0.10
6350
250
81
Ar
N
2
30
10
30
10
20
3,8
0.15
2540
100
53
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Alt di tra-
sferim
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
mm % fattore
secondi
N
2
N
2
43
13
50
34
40
181
9,5
970
19,1
25,4
266
2,0
45
183
10,2
850
Partenza dal bordo
50
186
730
45
30
60
207
19,5
434
50
34
80
212
12,7
305
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Alt di tra-
sferim
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
poll. % fattore
secondi
N
2
N
2
43
13
50
34
1-1/2
181
0.375
40
0.75
1.0
266
2.0
1-3/4
183
0.400
34
Partenza dal bordo
2.0
186
28
45
30
2-1/2
207
0.750
16
50
34
3.0
206
0.500
12
Portata – l/min / scfh
N
2
Pre-flusso
110 / 232
Flusso di taglio
167 / 353
Note: il segnale di “sfondamento completato” deve essere disattivato per tutti i processi a 600 A.