Alluminio, Plasma a h35 / protezione a n, 130 a metrico imperiale – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 181: Marcatura
Funzionamento
HPR800XD Auto Gas
– 806504 Revisione 1
4-77
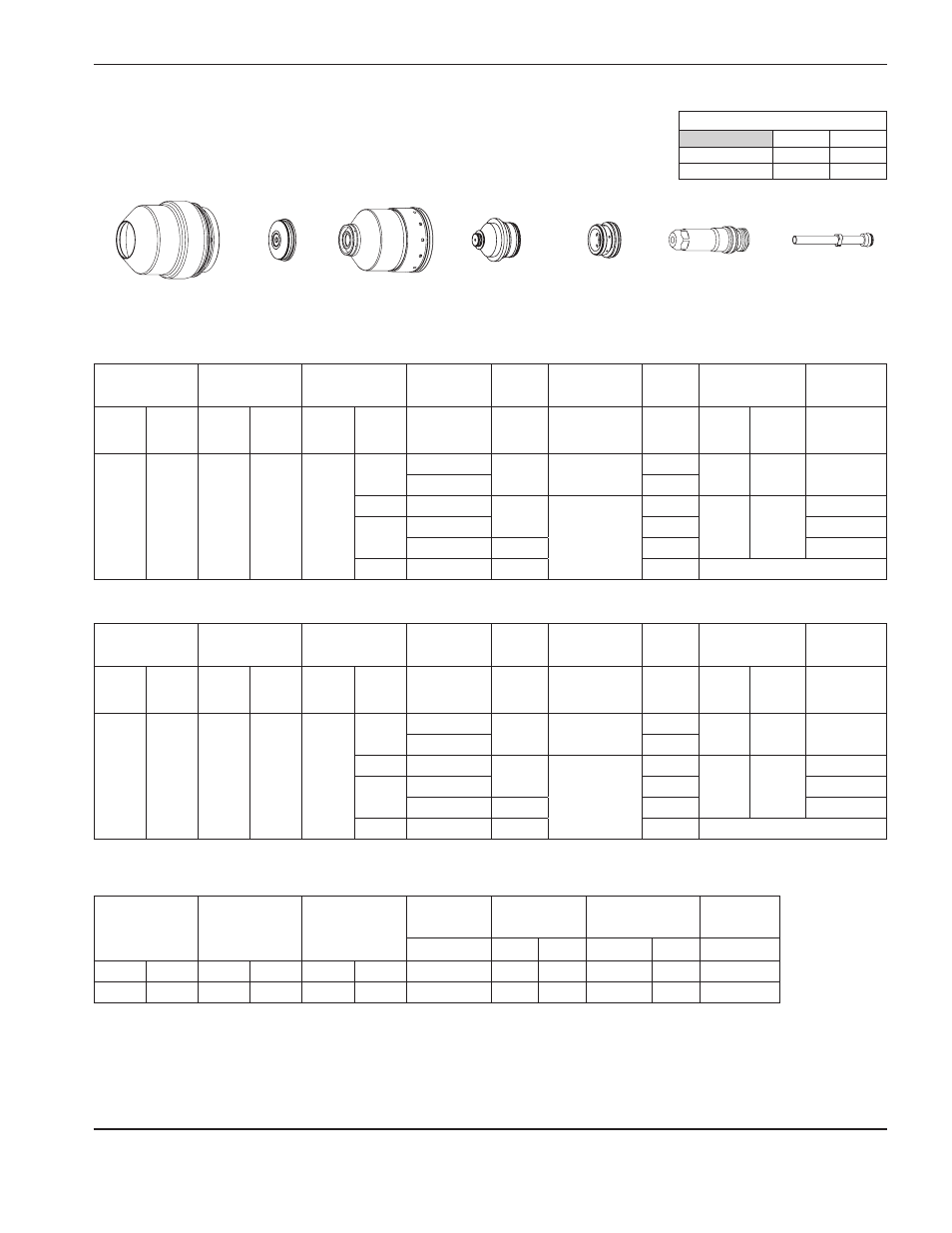
Alluminio
Plasma a H35 / protezione a N
2
130 A
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
% fattore
secondi
H35
N
2
19
32
75
49
8
158
5,0
1775
6,5
130
0,3
10
1615
37
12
156
4,5
1455
7,7
170
0,5
24
15
1305
0,8
20
157
940
1,3
16
25
176
540
Partenza dal bordo
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
H35
N
2
19
32
75
49
5/16
158
0.20
70
0.26
130
0.3
3/8
65
37
1/2
156
0.18
55
0.31
170
0.5
24
5/8
50
0.8
3/4
157
40
1.3
16
1
176
20
Partenza dal bordo
Marcatura
Portata – l/min / scfh
H35
N
2
Pre-flusso
0 / 0
76 / 160
Flusso di taglio 26 / 54 68 / 144
220198
220747
220307
220755
220179
220197
220340
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
130
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75