Acciaio inox, Plasma a n, Protezione aria 260 a – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 161: Marcatura, Metrico imperiale
Funzionamento
HPR800XD Auto Gas
– 806504 Revisione 1
4-57
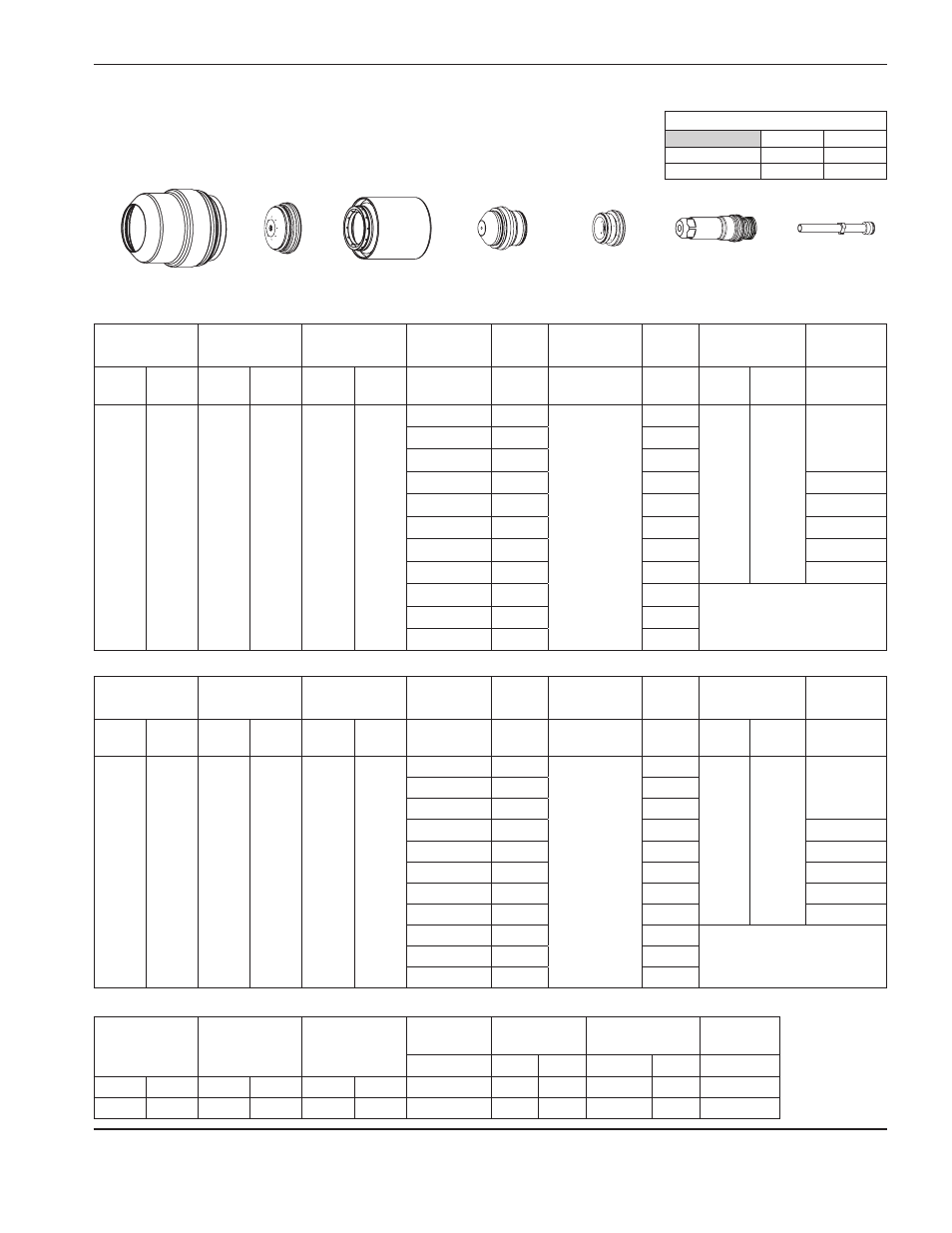
Acciaio inox
Plasma a N
2
/ protezione aria
260 A
220763
220637
220307
220758
220405
220406
Portata – l/min / scfh
N
2
Aria
Pre-flusso
127 / 270
0 / 0
Flusso di taglio 54 / 114 116 / 245
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
120
Ar
N
2
30
10
30
10
20
3,0
0.12
2540
100
63
220340
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
% fattore
secondi
N
2
Aria
12
47
79
56
6
160
3,8
6375
7,5
200
0,3
8
158
4910
10
157
3440
12
161
2960
0,4
15
163
2520
0,5
20
164
1590
0,6
25
168
1300
0,8
32
171
875
1,0
38
179
515
Partenza dal bordo
44
190
365
50
195
180
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
N
2
Aria
12
47
79
56
1/4
160
0.15
240
0.3
200
0.3
5/16
158
193
3/8
157
140
1/2
161
110
0.4
5/8
163
95
0.5
3/4
164
70
0.6
1
168
50
0.8
1-1/4
171
35
1.0
1-1/2
179
20
Partenza dal bordo
1-3/4
190
14
2
200
6