Acciaio inox, Plasma a n, Protezione a n – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 158: 200 a, Marcatura, Metrico imperiale
Funzionamento
4-54
HPR800XD Auto Gas
– 806504 Revisione 1
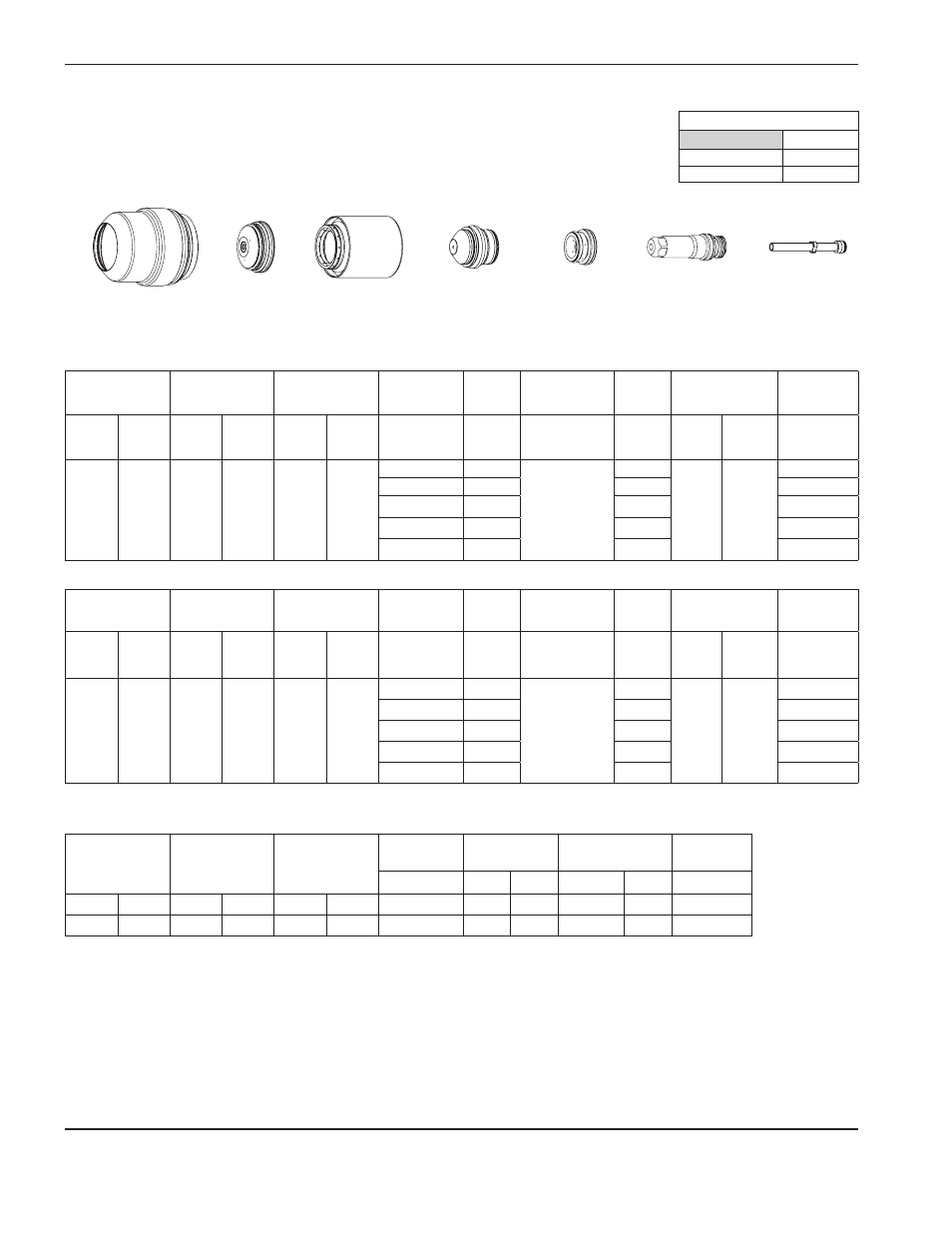
Acciaio inox
Plasma a N
2
/ protezione a N
2
200 A
Portata – l/min / scfh
N
2
Pre-flusso
111 / 235
Flusso di taglio
137 / 290
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
N
2
30
10
30
10
20
3,0
0.12
2540
100
66
220762
220307
220758
220342
220343
220637
220340
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
% fattore
secondi
N
2
N
2
17
42
84
42
8
159
3,8
3000
7,6
200
0,4
10
160
2700
0,5
12
161
2400
0,6
15
163
1800
0,8
20
167
1000
1,0
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
N
2
N
2
17
42
84
42
5/16
159
0.15
118
0.3
200
0.4
3/8
160
110
0.5
1/2
161
90
0.6
5/8
163
65
0.8
3/4
167
45
1.0