Taglio inclinato dell’acciaio al carbonio, Plasma a o, Protezione aria 400 a – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 148: Metrico imperiale, Marcatura
Funzionamento
4-44
HPR800XD Auto Gas
– 806504 Revisione 1
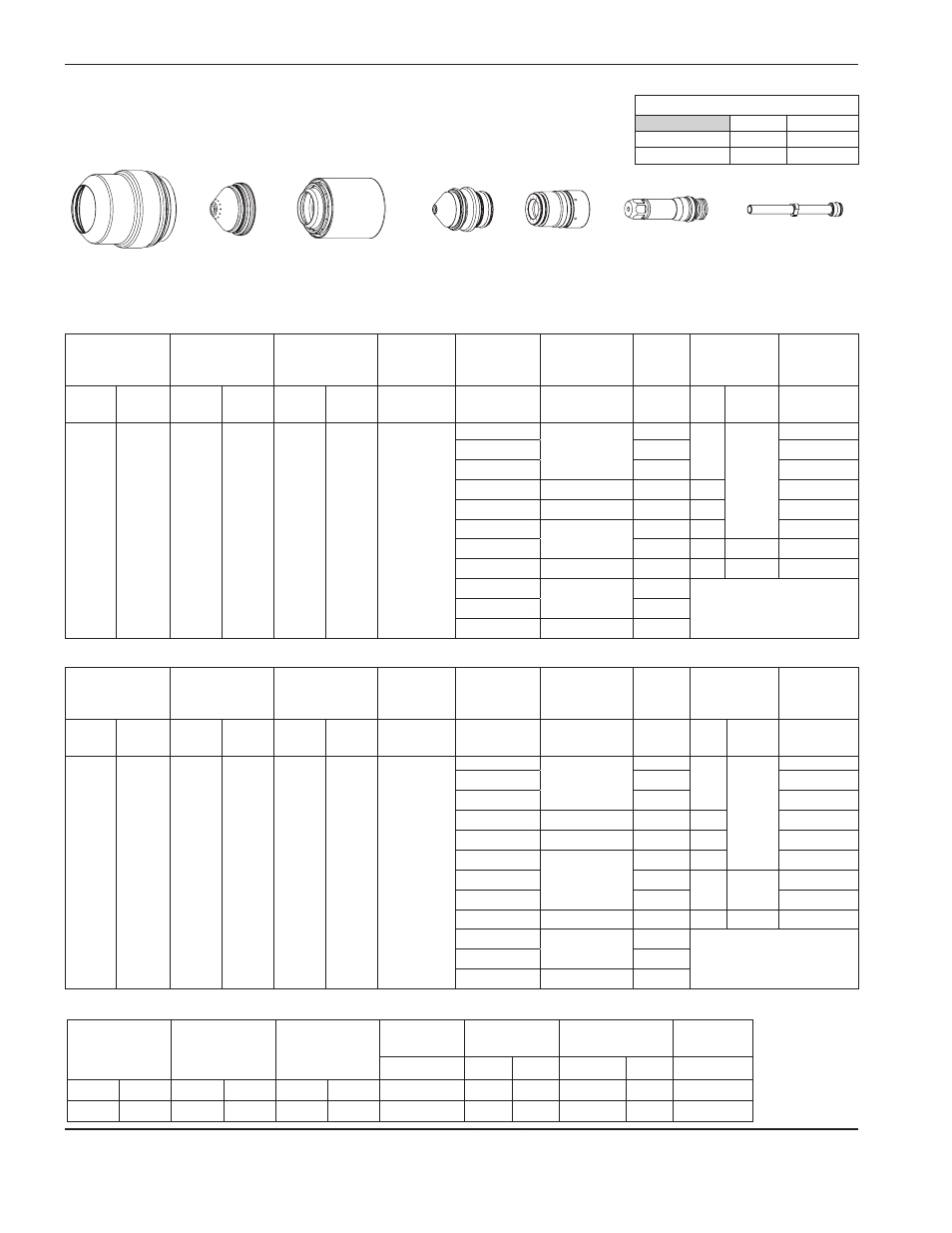
Taglio inclinato dell’acciaio al carbonio
Plasma a O
2
/ protezione aria
400 A
220636
220637
220629
220635
220631
220632
220571
Nota:
l’angolo di inclinazione è compreso tra 0° e 45°.
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
mm
Gamma (mm)
mm/m
mm % fattore
secondi
O
2
Aria
24
50
60
50
2,0
12
3,6 – 9,4
4430
7,2
200
0,4
15
3950
0,5
20
2805
0,7
22
3,8 – 9,4
2540
7,6
0,8
25
4,0 – 9,4
2210
8,0
0,9
30
4,6 – 9,4
1790
9,2
1,1
40
1160
11,5
250
1,9
50
5,3 – 9,4
795
19,1
360
5,2
60
6,4 – 9,4
580
Partenza dal bordo
70
380
80
7,9 – 9,4
180
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
poll.
Gamma (poll.)
poll/min
poll. % fattore
secondi
O
2
Aria
24
50
60
50
0.08
1/2
0.14 – 0.37
170
0.28
200
0.4
5/8
150
0.5
3/4
115
0.6
7/8
0.15 – 0.37
100
0.30
0.8
1
0.16 – 0.37
85
0.32
0.9
1-1/4
0.18 – 0.37
65
0.36
1.2
1-1/2
48
0.45
250
1.6
1-3/4
40
2.5
2
0.21 – 0.37
30
0.75
360
5.5
2-1/4
0.25 – 0.37
25
Partenza dal bordo
2-1/2
20
3
0.31 – 0.37
10
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
123
Ar
Aria
20
10
30
10
25
3,0
0.12
1270
50
55
Portata – l/min / scfh
O
2
Aria
Pre-flusso
0 / 0
190 / 400
Flusso di taglio 66 / 140 137 / 290