Alluminio, Plasma a h35 / protezione a n, 400 a – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 189: Metrico marcatura, Imperiale
Funzionamento
HPR800XD Auto Gas
– 806504 Revisione 1
4-85
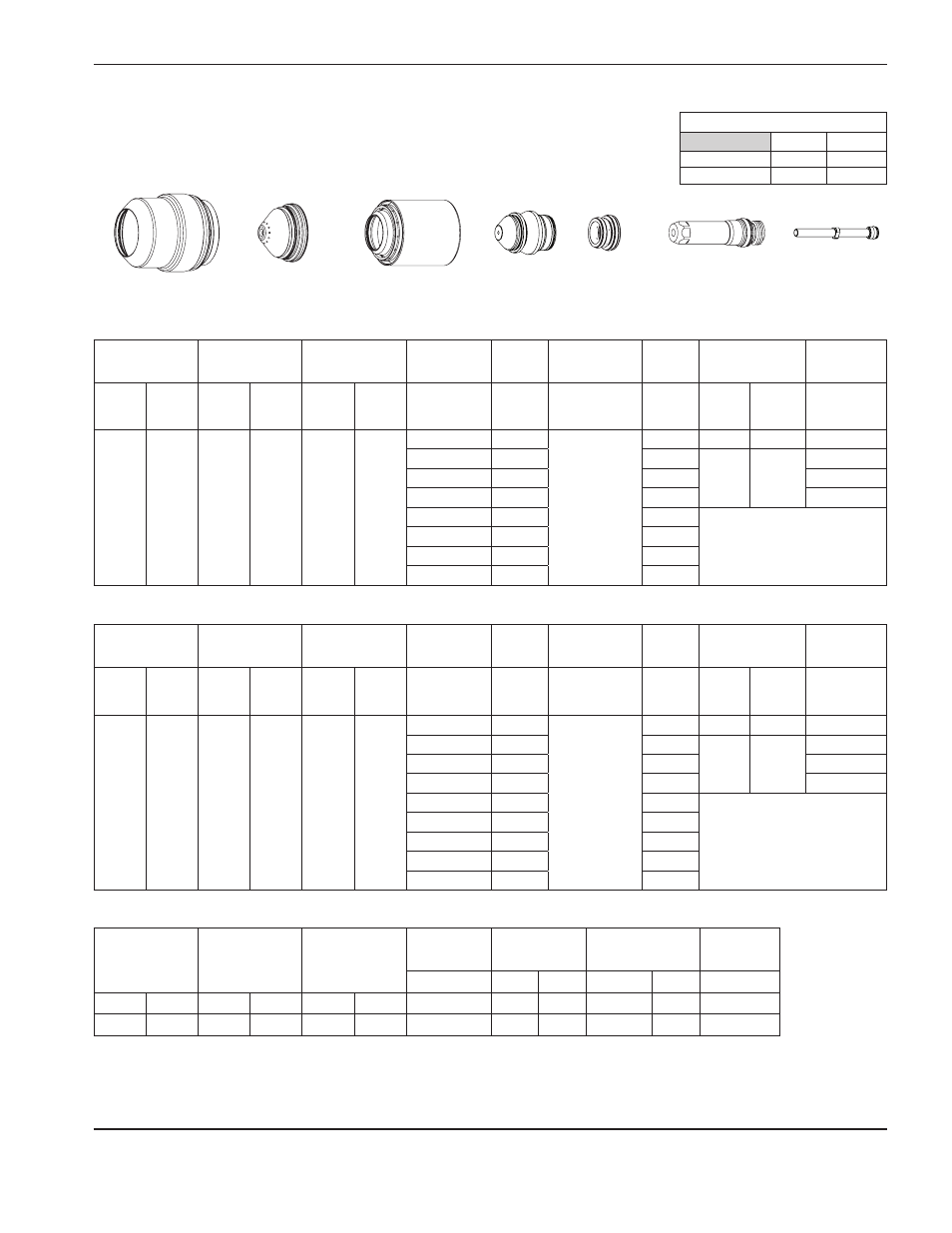
Alluminio
Plasma a H35 / protezione a N
2
400 A
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
% fattore
secondi
H35
N
2
30
45
86
45
20
170
9,0
2420
13,5
150
0,7
25
175
1820
18,9
210
1,0
30
177
1590
1,5
40
180
1190
2,0
50
188
790
Partenza dal bordo
60
200
450
70
208
310
80
210
210
Metrico
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
H35
N
2
30
45
86
45
3/4
170
0.35
100
0.53
150
0.7
1
175
70
0.74
210
1.0
1-1/4
177
60
1.5
1-1/2
180
50
2.0
1-3/4
184
40
Partenza dal bordo
2
188
30
2-1/4
200
20
2-1/2
208
15
3
210
10
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
94
Ar
N
2
30
10
30
10
24
3,0
0.12
2540
100
50
220707
220637
220709
220712
220405
220708
220571
Portata – l/min / scfh
N
2
Aria
Pre-flusso
0 / 0
189 / 400
Flusso di taglio 86 / 182 123 / 260