Metrico, Imperiale, Marcatura – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 146: Plasma ad o, Protezione aria 260 a
Funzionamento
4-42
HPR800XD Auto Gas
– 806504 Revisione 1
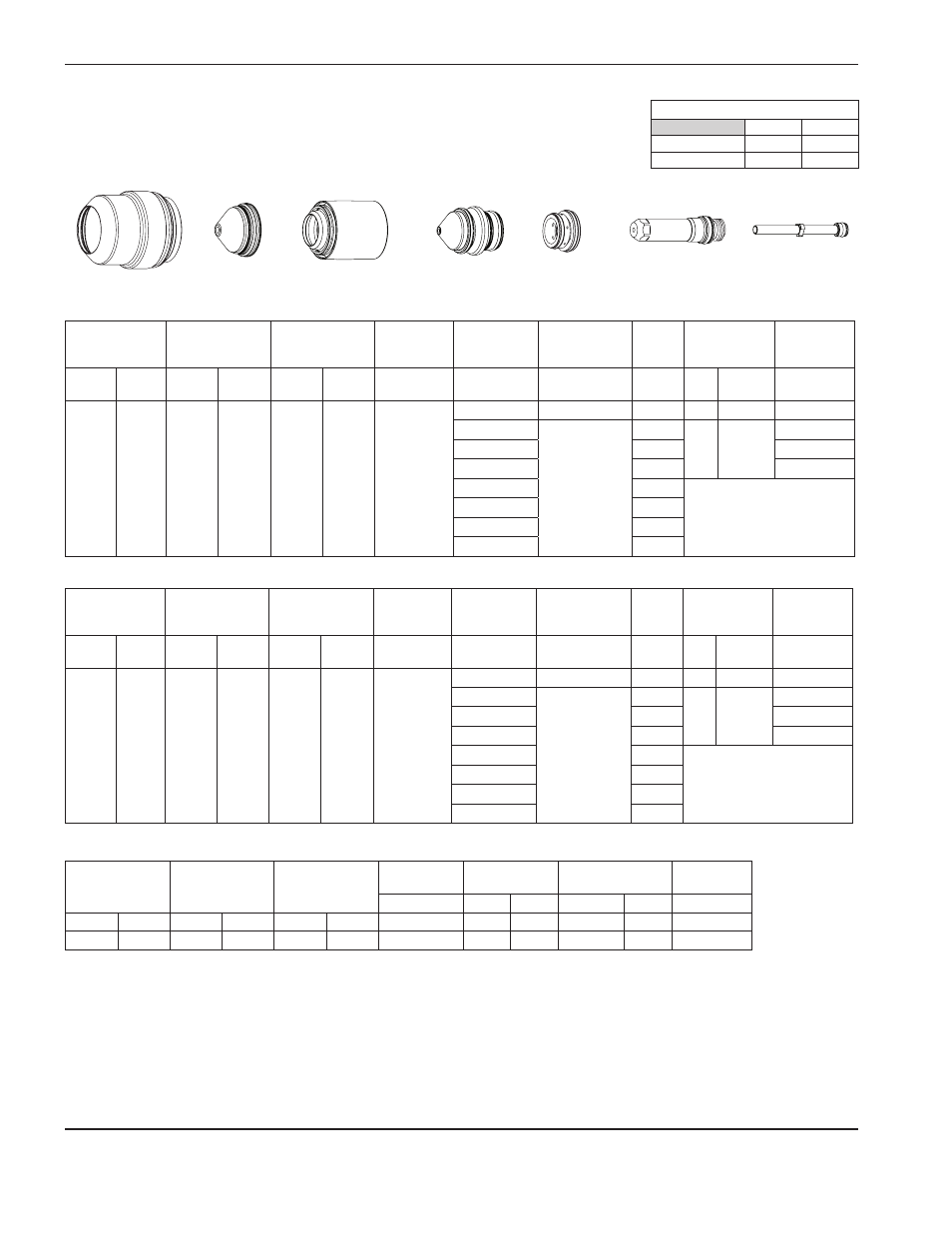
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
mm
Gamma (mm)
mm/m
mm % fattore
secondi
O
2
Aria
22
20
74
19
2,0
25
3,6 – 7,6
1685
9,0
250
0,8
28
4,8 – 7,6
1445
9,5
200
1,0
32
1135
1,2
38*
895
3,0
44
580
Partenza dal bordo
50
405
58
290
64
195
Metrico
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
poll.
Gamma (poll.)
poll/min poll. % fattore
secondi
O
2
Aria
22
20
74
19
0.08
1
0.14 – 0.30
65
0.35
250
0.8
1-1/8
0.19 – 0.30
55
0.38
200
1.0
1-1/4
45
1.2
1-1/2*
35
3.0
1-3/4
22
Partenza dal bordo
2
15
2-1/4
12
2-1/2
8
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
122
Ar
Aria
30
10
30
10
24
3,0
0.12
2540
100
62
Marcatura
Taglio inclinato dell’acciaio al carbonio (alternativo)
sfondamento di metalli spessi
Plasma ad O
2
/ protezione aria
260 A
220897
220637
220899
220896
220436
220898
220571
Portata – l/min / scfh
O
2
Aria
Pre-flusso
0 / 0
85 / 180
Flusso di taglio 47 / 99 54 / 115
I consumabili in questa pagina sono stati progettati per lo sfondamento di metalli spessi. Il loro utilizzo è consigliato
solo in caso di presenza di scorie eccessive sulla protezione o difficoltà di accensione della torcia quando si utilizzano
i consumabili per tagli inclinati standard.
L’utilizzo del processo di sfondamento di metalli spessi può causare una riduzione del 20% della vita utile dei consumabili.
* Suggerimenti per lo sfondamento dell’acciaio al carbonio da 38 mm:
1. Attivare il pre-flusso del gas durante il rilevamento dell’altezza iniziale IHS
2. Utilizzare la forza frenante durante il rilevamento dell’altezza iniziale IHS
3. Utilizzare lo sfondamento completato durante lo sfondamento