Taglio inclinato dell’acciaio inox, Plasma a h35 / protezione a n, 130 a – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 156: Marcatura, Metrico imperiale
Funzionamento
4-52
HPR800XD Auto Gas
– 806504 Revisione 1
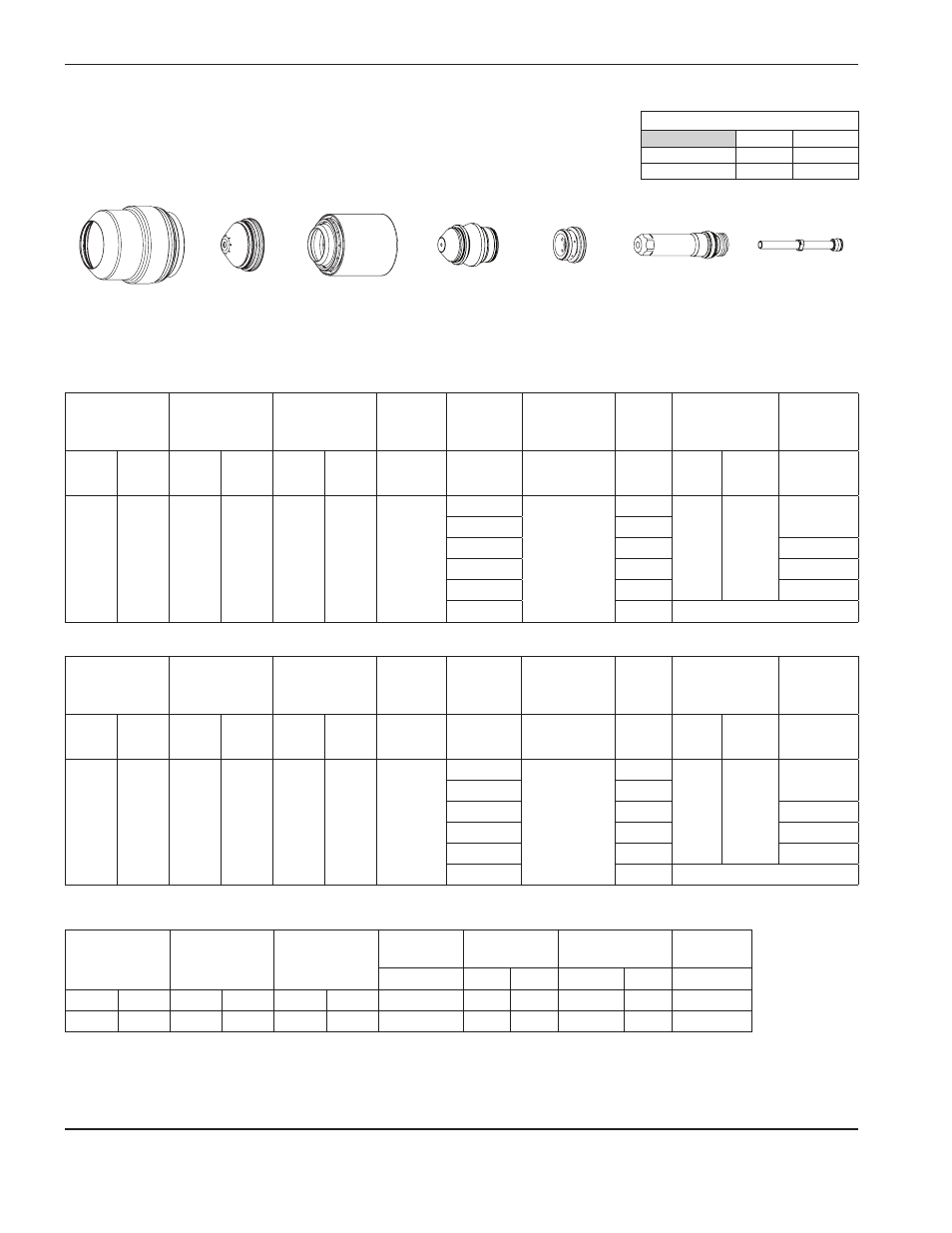
Taglio inclinato dell’acciaio inox
Plasma a H35 / protezione a N
2
130 A
220738
220637
220606
220739
220179
220656
Nota:
l’angolo di inclinazione è compreso tra 0° e 45°.
Portata – l/min / scfh
H35
N
2
Pre-flusso
0 / 0
90 / 190
Flusso di taglio 26 / 54 114 / 240
220571
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
130
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
mm
Gamma (mm)
mm/m
mm
% fattore
secondi
H35
N
2
19
32
75
63
2,0
8
4,5 – 10,0
1140
7,7
170
0,3
10
980
12
820
0,5
15
580
0,8
20
360
1,3
25
260
Partenza dal bordo
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Distanza
minima
Spessore
materiale
equivalente
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
poll.
Gamma (poll.)
poll/min
poll.
% fattore
secondi
H35
N
2
19
32
75
63
0.08
5/16
0.18 – 0.40
45
0.31
170
0.3
3/8
40
1/2
30
0.5
5/8
20
0.8
3/4
15
1.3
1
10
Partenza dal bordo