Acciaio inox, Plasma a h35 / protezione a n, 800 a – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 177: Metrico imperiale, Marcatura
Funzionamento
HPR800XD Auto Gas
– 806504 Revisione 1
4-73
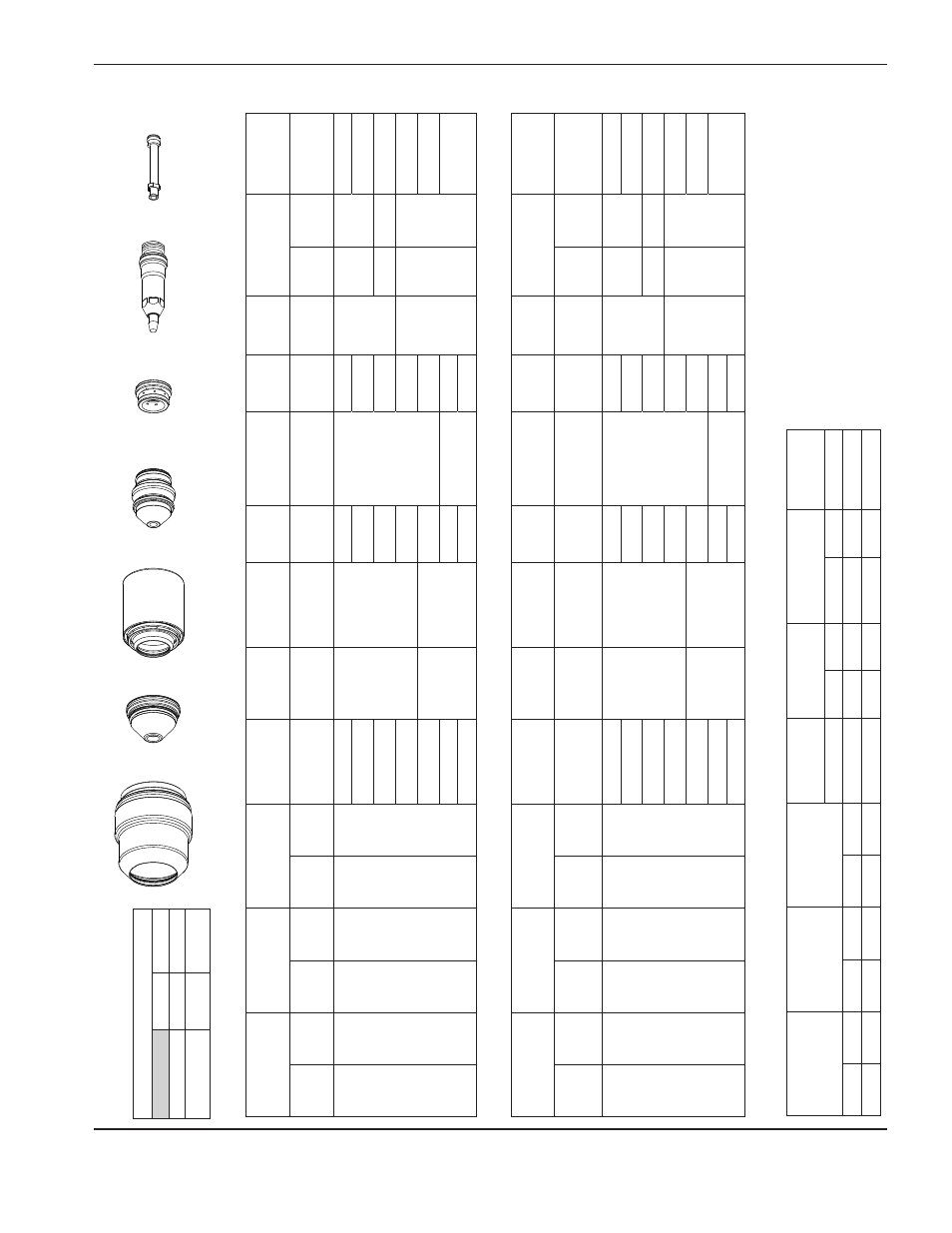
Acciaio inox –
Plasma a H35 / protezione a N
2
800 A
22
0886
220
63
7
220
882
Vedi t
abella
sotto
22
0884
220
881
P
ortata
–
l/min / scfh
H35
N
2
Pre-flusso
0 / 0
123 / 26
0
Flusso di taglio
76 / 16
0
121 / 25
7
Metrico
Imperiale
Sel
ezione
gas
Impost
azione
pre-flusso
Impost
azione
flusso di t
aglio
Spes
sore del
materiale
Anello diffusore
Cappuccio di tenut
a
dell’ugello
Tensione d’arco
Dist
anza
tra torcia
e lamiera
Velocit
à
di t
aglio
Altezza di trasferi
-
mento
Altezza di
sfondamento
Rit
ardo di
sfondamento
Gas plasma
Gas di
protezione
Gas plasma
Gas di
protezione
Gas plasma
Gas di
protezione
mm
Codice articolo
Codice articolo
V
mm
mm/m
mm
mm
% fattore
secondi
H35
N
2
64
13
69
37
50
220353
220
885
172
12,
7
72
0
19
25,4
200
3,0
65
177
570
3,5
75
18
0
464
38,1
300
4,5
10
0
19
0
287
N/D
N/D
Solo con
partenza
dal bordo
3,0
12
5
22035
0
220
712
207
155
3,5
15
0
214
9,7
120
4,0
16
0
225
10
0
Sel
ezione
gas
Impost
azione
pre-flusso
Impost
azione
flusso di t
aglio
Spes
sore del
materiale
Anello diffusore
Cappuccio di tenut
a
dell’ugello
Tensione d’arco
Dist
anza
tra torcia
e lamiera
Velocit
à
di t
aglio
Altezza di trasferi
-
mento
Altezza di
sfondamento
Rit
ardo di
sfondamento
Gas plasma
Gas di
protezione
Gas plasma
Gas di
protezione
Gas plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
poll.
% fattore
secondi
H35
N
2
64
13
69
37
2.0
220353
220
885
172
0.5
28
0.
75
1.0
200
3.0
2-1/2
177
23
3.5
3.0
18
0
18
1.5
300
4.5
4.0
191
11
N/D
N/D
Solo con
partenza
dal bordo
3.0
5.0
22035
0
220
712
20
8
6.0
3.5
6.0
217
0.3
8
4.5
4.0
6-1/4
225
4.0
Marcatura
Selezione
gas
Impost
azione
pre-flusso
Impo
st
azione
flusso di t
aglio
Corrente
Dist
anza tra
torcia
e lamiera
Velocit
à di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
30
10
40
40
24
2,5
0.1
2540
10
0
79
Ar
N
2
30
10
40
40
24
2,5
0.1
2540
10
0
45
Vedi t
abella
sotto
Note:
il segnale di “sfondamento
completato” deve essere disattivato
per tutti i processi a 800 A.
L’angolo
di inclinazione è compreso tra 0° e 45°.