Acciaio inox, Plasma a h35 / protezione a n, 400 a – Hypertherm HPR800XD Auto Gas Manuale d'uso
Pagina 168: Metrico, Imperiale, Marcatura
Funzionamento
4-64
HPR800XD Auto Gas
– 806504 Revisione 1
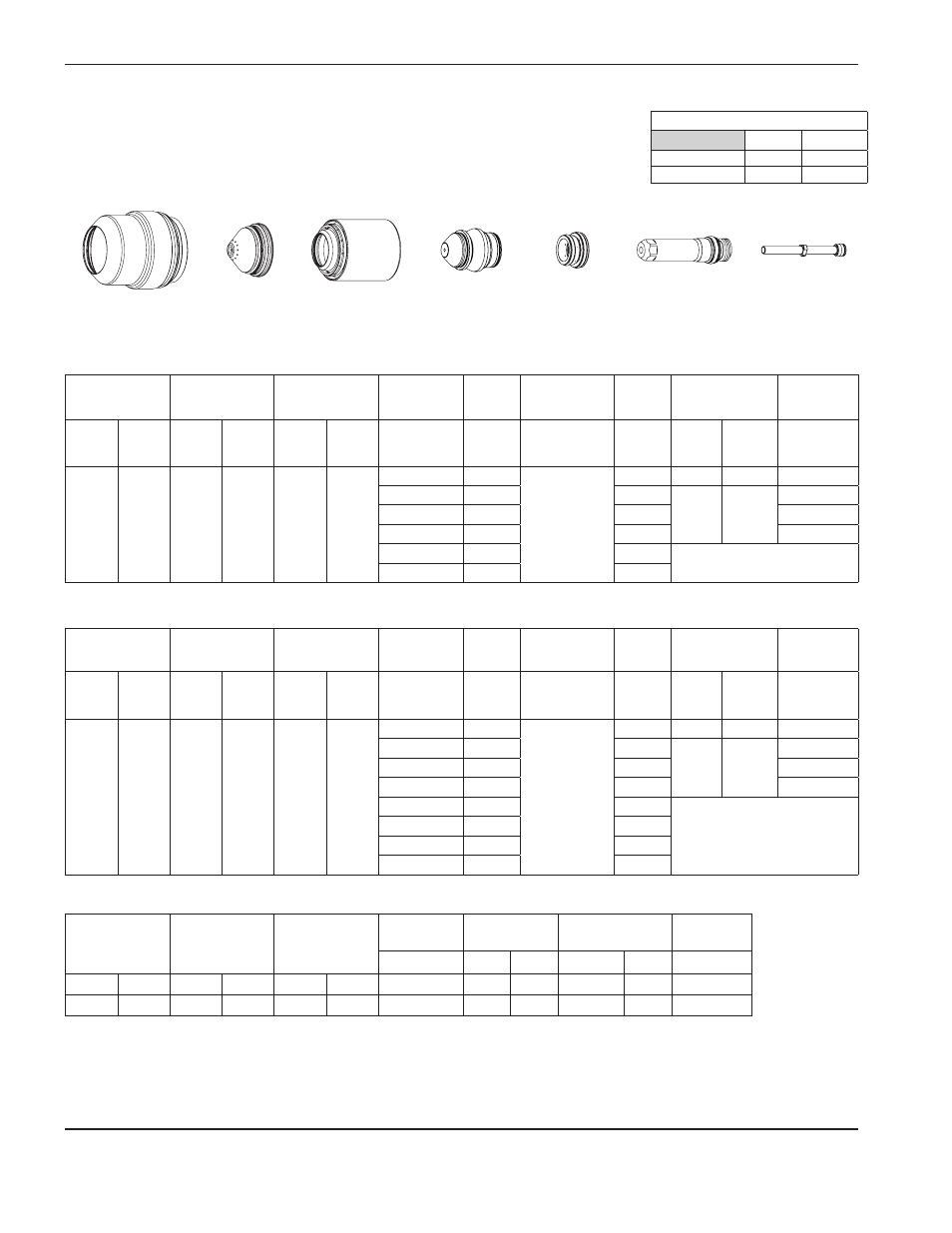
Acciaio inox
Plasma a H35 / protezione a N
2
400 A
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
% fattore
secondi
H35
N
2
30
45
86
45
20
180
9,0
1100
14,5
150
0,7
25
181
905
19,0
210
1,0
30
184
800
1,5
40
186
600
2,0
50
192
400
Partenza dal bordo
60
198
280
Metrico
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
H35
N
2
30
45
86
45
3/4
180
0.35
45
0.53
150
0.7
1
181
35
0.75
210
1.0
1-1/4
184
30
1.5
1-1/2
186
25
2.0
1-3/4
189
20
Partenza dal bordo
2
192
15
2-1/4
198
12
2-1/2
202
10
Imperiale
220707
220637
220709
220712
220405
220708
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
94
Ar
N
2
30
10
30
10
24
3,0
0.12
2540
100
50
220571
Portata – l/min / scfh
H35
N
2
Pre-flusso
0 / 0
189 / 400
Flusso di taglio 86 / 182 123 / 260