Esecuzione del ciclo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuale d'uso
Pagina 434
Cicli di tastatura: rilevamento automatico delle origini
16.4 ORIGINE SU RETTANGOLO INTERNO (ciclo 410, DIN/ISO: G410)
16
434
TNC 640 | Manuale utente programmazione di cicli | 10/2013
16.4
ORIGINE SU RETTANGOLO INTERNO
(ciclo 410, DIN/ISO: G410)
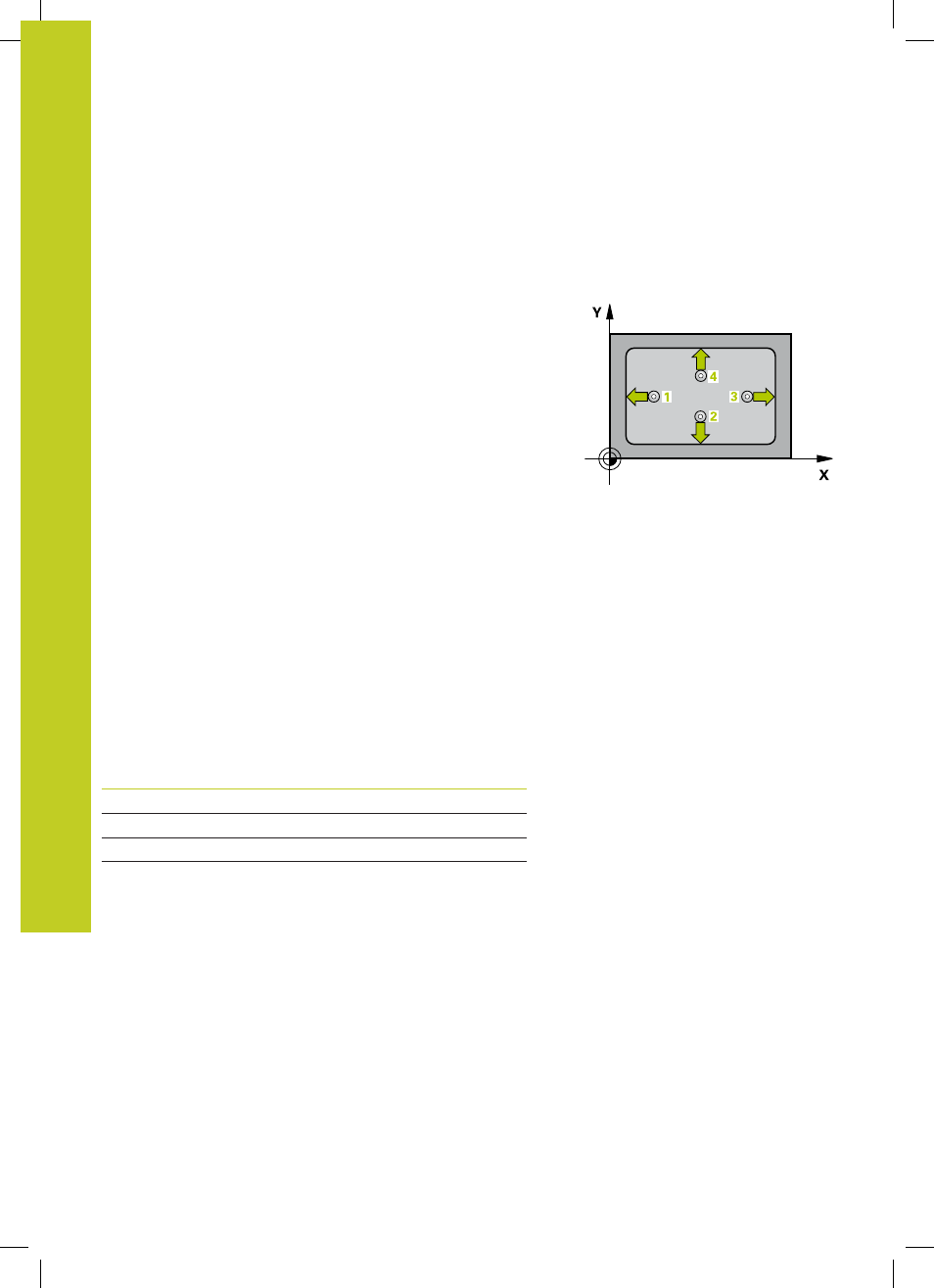
Esecuzione del ciclo
Il ciclo di tastatura 410 rileva il centro di una tasca rettangolare
e imposta questo centro quale origine. In alternativa il TNC può
registrare questo centro in una tabella origini o in una tabella
Preset.
1 Il TNC posiziona il tastatore in rapido (valore da colonna
FMAX)
e con la logica di posizionamento (vedere "Esecuzione dei cicli
di tastatura", Pagina 396) sul punto da tastare
1
. Il TNC calcola
i punti da tastare sulla base dei valori programmati nel ciclo e
della distanza di sicurezza dalla colonna
SET_UP della tabella del
sistema di tastatura
2 Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (colonna
F)
3 Quindi, il tastatore si porta sul successivo punto da tastare
2
parassialmente all'altezza di misura o all'altezza di sicurezza ed
esegue la seconda tastatura
4 Il TNC posiziona il tastatore sul punto
3
e quindi sul punto
da tastare
4
eseguendo rispettivamente la terza e la quarta
tastatura
5 Alla fine il TNC riposiziona il tastatore all'altezza di sicurezza ed
elabora l'origine determinata in funzione dei parametri di ciclo
Q303 e Q305 (vedere "")
6 Se si desidera, il TNC rileva in una tastatura separata anche
l'origine nell'asse del tastatore e salva i valori reali nei parametri
Q presentati di seguito
Numero parametro
Significato
Q151
Valore reale centro asse principale
Q152
Valore reale centro asse secondario
Q154
Valore reale lunghezza lato asse princ.
Q155
Valore reale lunghezza lato asse sec.