Per la programmazione – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuale d'uso
Pagina 238
Cicli di lavorazione: spianatura
10.3
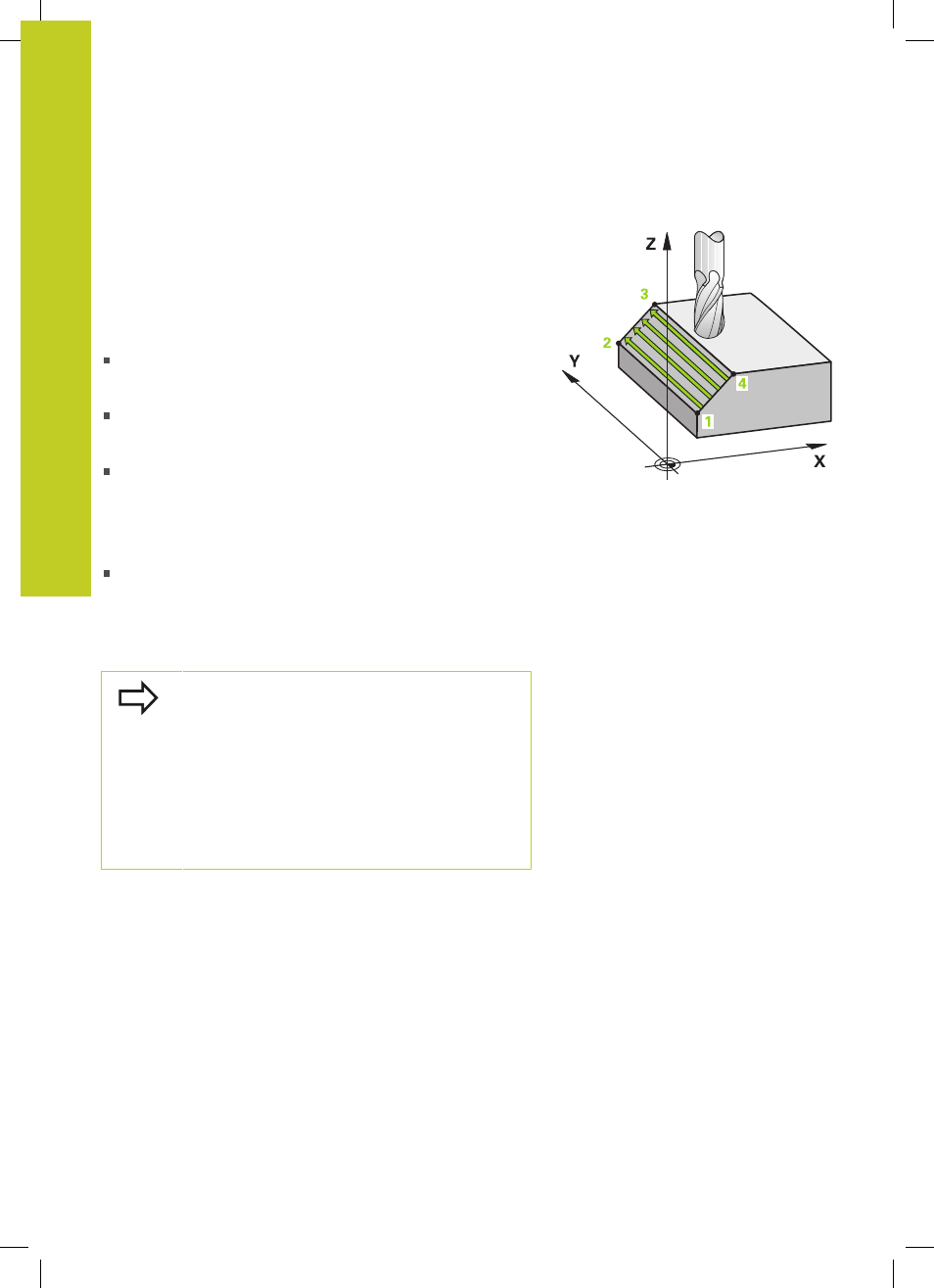
SUPERFICIE REGOLARE (ciclo 231, DIN/ISO: G231)
10
238
TNC 640 | Manuale utente programmazione di cicli | 10/2013
Impostazione della passata
Il punto di partenza e quindi la direzione di fresatura sono
liberamente selezionabili, poiché il TNC esegue le singole passate
dal punto
1
al punto
2
e lo svolgimento complessivo procede
dai punti
1
/
2
ai punti
3
/
4
. Il punto
1
può essere definito su un
qualsiasi spigolo della superficie da lavorare.
Impiegando una fresa a candela la qualità della superficie può
essere ottimizzata:
Con una passata a spinta (coordinata dell'asse del mandrino del
punto
1
maggiore della coordinata dell'asse del mandrino del
punto
2
) per superfici poco inclinate.
Con una passata a trazione (coordinata dell'asse del mandrino
del punto
1
minore della coordinata dell'asse del mandrino del
punto
2
) per superfici molto inclinate
Per le superfici sghembe impostando la direzione del
movimento principale (dal punto
1
al punto
2
) in direzione della
pendenza maggiore
Impiegando una fresa a raggio frontale la qualità della superficie
può essere ottimizzata:
Per le superfici sghembe impostando la direzione
del movimento principale (dal punto
1
al punto
2
)
perpendicolarmente alla direzione della pendenza maggiore
Per la programmazione
Il TNC posiziona l'utensile sul punto di partenza
1
partendo dalla posizione attuale con un movimento
lineare 3D. L'utensile deve essere preposizionato
in modo tale da escludere qualsiasi collisione con il
pezzo o i dispositivi di serraggio.
Il TNC sposta l'utensile tra le posizioni programmate
con CORREZIONE DEL RAGGIO
R0
Utilizzare eventualmente una fresa con tagliente
frontale a taglio centrale (DIN 844) oppure effettuare
una preforatura con il ciclo 21.