7 isola circolare (ciclo 257, din/iso: g257), Esecuzione del ciclo, Per la programmazione – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuale d'uso
Pagina 160: Isola circolare (ciclo 257, din/iso: g257)
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di
scanalature
5.7
ISOLA CIRCOLARE (ciclo 257, DIN/ISO: G257)
5
160
TNC 640 | Manuale utente programmazione di cicli | 10/2013
5.7
ISOLA CIRCOLARE (ciclo 257, DIN/ISO:
G257)
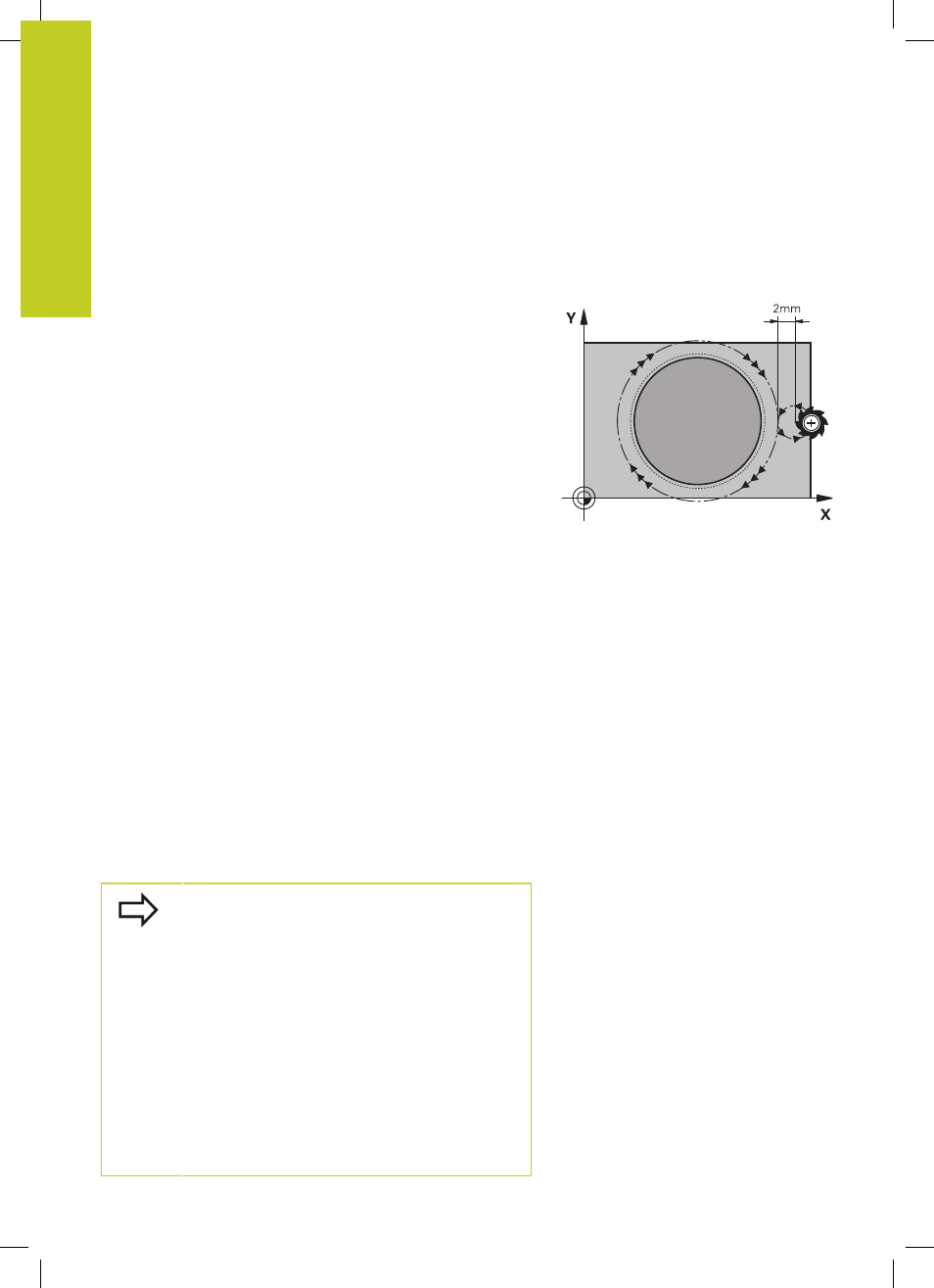
Esecuzione del ciclo
Con il ciclo 257 Isola circolare si può lavorare un'isola circolare. Se
il diametro del pezzo grezzo è maggiore dell'accostamento laterale
massimo possibile, il TNC esegue più accostamenti laterali fino a
raggiungere il diametro di finitura.
1 L'utensile inizia dalla posizione di partenza del ciclo (centro isola)
sulla posizione di partenza della lavorazione. La posizione di
partenza si definisce tramite l'angolo polare riferito al centro
dell'isola con il parametro Q376
2 Se l'utensile si trova alla 2ª DISTANZA DI SICUREZZA il TNC
lo porta in rapido
FMAX alla DISTANZA DI SICUREZZA e da lì
con l'AVANZAMENTO INCREMENTO alla prima PROFONDITÀ
INCREMENTO
3 Successivamente l'utensile si posiziona con movimento a
spirale in modo tangenziale al profilo dell'isola ed esegue una
contornatura.
4 Se il diametro di finitura non può essere raggiunto con una
sola passata di contornatura, il TNC muove l'utensile a spirale
fino a raggiungere il diametro di finitura. Il TNC tiene conto
del diametro del pezzo grezzo, del diametro di finitura e
dell'accostamento laterale ammesso.
5 Il TNC allontana l'utensile dal profilo su una traiettoria a spirale.
6 Se sono richiesti più incrementi, viene eseguito un nuovo
incremento sul punto successivo per il movimento di
allontanamento
7 Questa procedura si ripete fino al raggiungimento della
profondità programmata dell'isola
8 A fine ciclo, dopo l'allontanamento a spirale il TNC posiziona
l'utensile esclusivamente nell'asse utensile alla 2ª altezza di
sicurezza definita nel ciclo e quindi al centro dell'isola
Per la programmazione
Preposizionamento dell’utensile sulla posizione di
partenza nel piano di lavoro (centro dell'isola) con
correzione del raggio
R0.
Il TNC preposiziona automaticamente l'utensile
nell'asse utensile. Prestare attenzione al parametro
Q204 (2ª distanza di sicurezza).
Il segno del parametro ciclo Profondità determina
la direzione della lavorazione. Se si programma
Profondità = 0 il TNC non esegue il ciclo.
Alla fine del ciclo il TNC riposiziona l’utensile sulla
posizione di partenza.
Il TNC riduce la profondità incremento alla lunghezza
del tagliente LCUTS definita nella tabella utensili,
se questa è minore della profondità incremento
immessa nel ciclo Q202.