13 note per la programmazione, Esempio: maschiatura – HEIDENHAIN TNC 128 (77184x-01) Manuale d'uso
Pagina 421
HEIDENHAIN TNC 128
421
16.13 Not
e
per la pr
ogr
ammazione
16.13 Note per la programmazione
Esempio: maschiatura
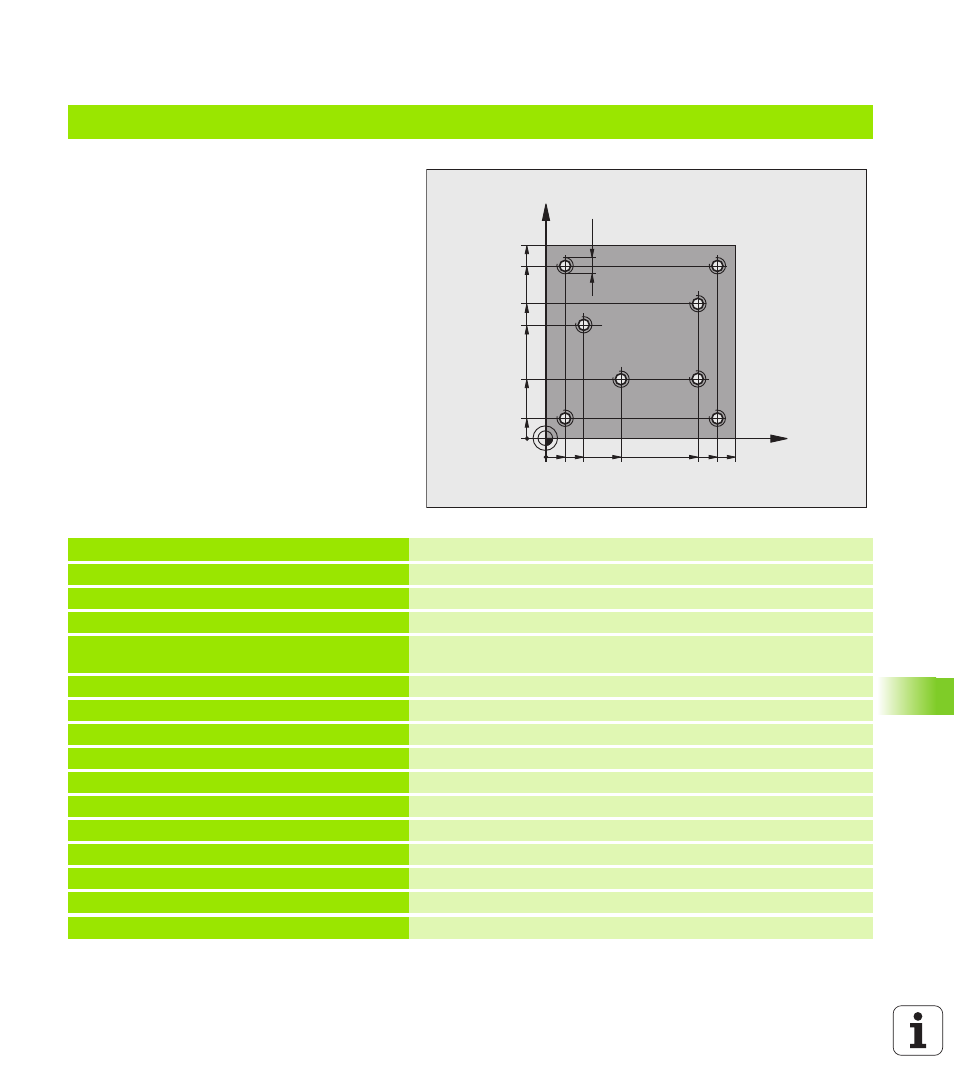
Le coordinate dei fori sono memorizzate nella
tabella punti TAB1.PNT e vengono chiamate dal
TNC con CYCL CALL PAT.
I raggi degli utensili sono stati scelti in modo tale
che nella grafica di test si possano vedere tutti i
passi di lavorazione.
Esecuzione del programma
Centratura
Foratura
Maschiatura
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definizione pezzo grezzo
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Chiamata utensile centratore
4
Z+10 R0 F5000
Posizionamento dell'utensile all'altezza di sicurezza (programmare F
con un valore),
il TNC posiziona l'utensile dopo ogni ciclo all'altezza di sicurezza
5 SEL PATTERN “TAB1“
Definizione tabella punti
6 CYCL DEF 200 FORATURA
Definizione del ciclo "Foratura di centratura"
Q200=2
;DISTANZA SICUREZZA
Q201=-2
;PROFONDITÀ
Q206=150
;AVANZ. INCREMENTO
Q202=2
;PROF. INCREMENTO
Q210=0
;TEMPO ATTESA SOPRA
Q203=+0
;COORD. SUPERFICIE
Valore 0 obbligatorio, agisce dalla tabella punti
Q204=0
;2ª DIST. SICUREZZA
Valore 0 obbligatorio, agisce dalla tabella punti
Q211=0.2
;TEMPO ATTESA SOTTO
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6