2 programmazione dei movimenti utensile – HEIDENHAIN TNC 128 (77184x-01) Manuale d'uso
Pagina 164
164
Programmazione: movimenti utensile
6.2 Pr
ogr
ammazione dei mo
vimenti ut
ensile
6.2 Programmazione dei
movimenti utensile
Programmazione spostamento utensile per una
lavorazione
Creazione dei blocchi di programma con i tasti asse
Aprire il dialogo in chiaro con i tasti asse arancioni. Il TNC chiederà uno
dopo l'altro tutti i dati e inserirà il blocco di programma nel programma
di lavorazione.
Esempio: programmazione di una retta
Selezionare il tasto asse con il quale si desidera
eseguire il posizionamento, ad es. X
Inserire la coordinata del punto finale della retta, ad
es. 10, confermare con il tasto ENT
Selezione correzione raggio: premere ad es. il softkey
R0, l'utensile si sposta senza correzione
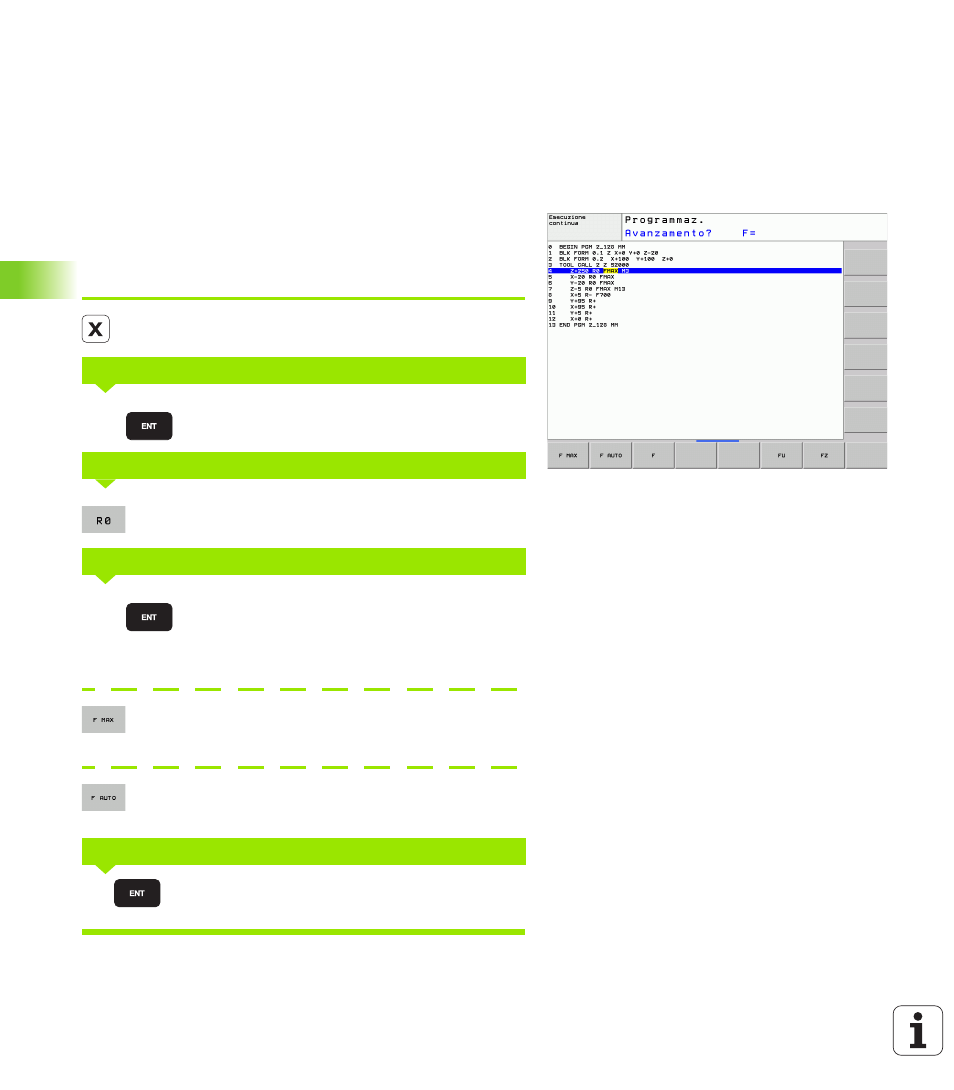
Inserire l'avanzamento e confermare con il tasto ENT:
ad es.100 mm/min. Per programmazione in INCH:
l'immissione di 100 corrisponde ad un avanzamento
di 10 inch/min.
Spostamento in rapido: premere il softkey FMAX,
oppure
Spostamento con avanzamento definito nel blocco
TOOL CALL
: premere il softkey FAUTO
Inserire la funzione ausiliaria , ad es. M3 e concludere
il dialogo con il tasto ENT
COORDINATE?
CORR.RAGGIO: R+/R-/SENZA CORR.?
AVANZAMENTO F=? / F MAX = ENT
FUNZIONE AUSILIARIA M?
100
100
3