1 principi fondamentali, Movimenti utensile nel programma, Correzione del raggio – HEIDENHAIN TNC 128 (77184x-01) Manuale d'uso
Pagina 162: Funzioni ausiliarie m
162
Programmazione: movimenti utensile
6.1 Pr
incipi f
ondamentali
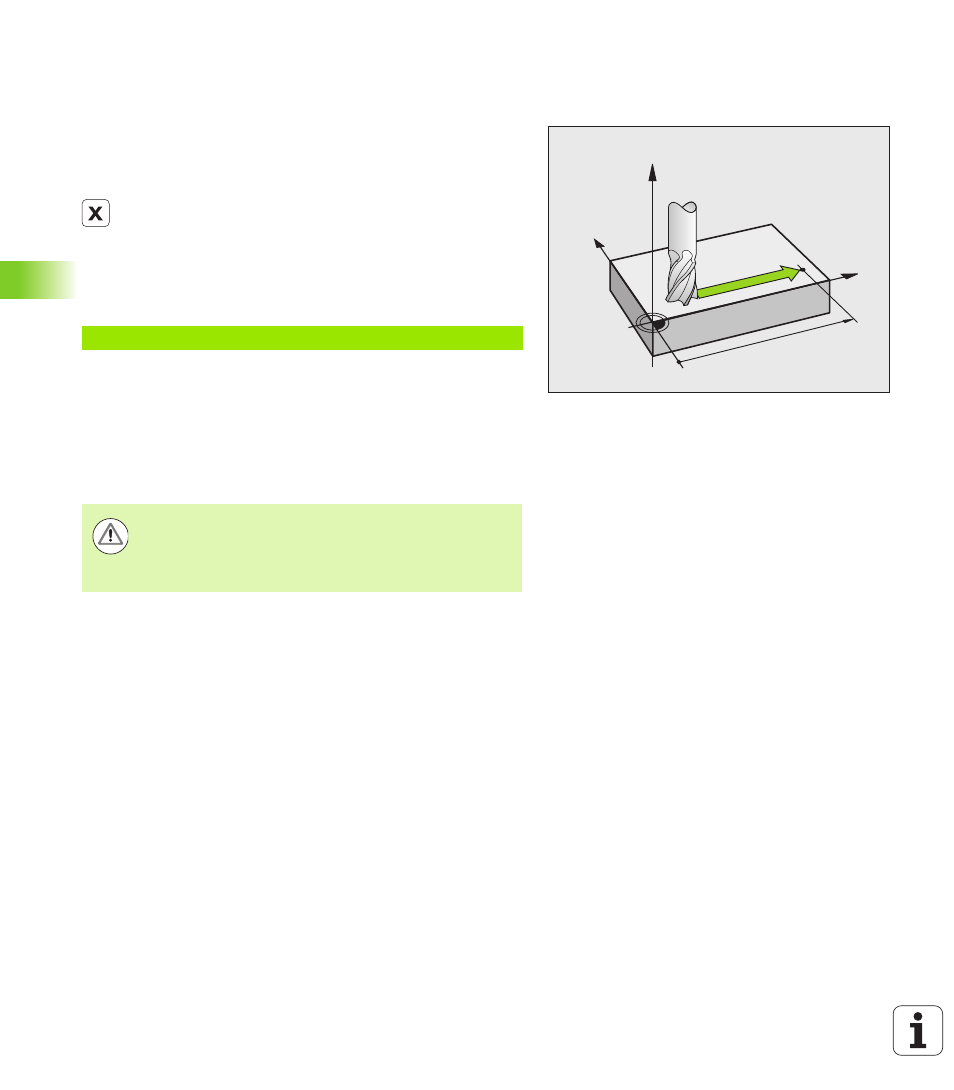
6.1 Principi fondamentali
Movimenti utensile nel programma
Aprire il dialogo in chiaro con i tasti asse arancioni per un blocco di
posizionamento parallelo all'asse. Il TNC chiederà uno dopo l'altro tutti
i dati e inserirà il blocco di programma nel programma di lavorazione.
Coordinate
del punto finale della retta, se necessario
Correzione raggio RL/RR/R0
Avanzamento F
Funzione ausiliaria M
Blocco esemplificativo NC
A seconda del tipo della macchina nella lavorazione si muove l'utensile
o la tavola della macchina con il pezzo ivi serrato. Nella
programmazione della traiettoria si suppone di norma che sia l'utensile
a muoversi.
Il TNC sposta l'utensile su una retta dalla sua posizione attuale al punto
finale della retta. Se in un programma si impostano diversi blocchi di
traslazione, il punto di partenza è il punto finale del blocco precedente.
Correzione del raggio
Il TNC può correggere automaticamente il raggio utensile. Nei blocchi
di posizionamento paralleli all'asse è possibile selezionare se il TNC
aumenta (R+) o riduce (R-) il percorso di traslazione del raggio utensile.
Vedere "Correzione del raggio utensile con blocchi di posizionamento
paralleli all'asse" a pagina 159.
Funzioni ausiliarie M
Con le funzioni ausiliarie del TNC si possono controllare
l'esecuzione del programma, ad es. un'interruzione dell'esecuzione
le funzioni macchina, come attivazione e disattivazione della
rotazione mandrino e del refrigerante
le traiettorie dell'utensile
6
X+45 R+ F200 M3
X
Y
Z
100
Attenzione Pericolo di collisione!
Preposizionare l'utensile all'inizio del programma di
lavorazione in modo tale da evitare urti tra utensile e
pezzo.