Tasti funzione per aumentare o ridurre la tensione, Percezione di altezza iniziale – Hypertherm Phoenix V9.74.0 Manuale d'uso
Pagina 180
170
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Controlli altezza torcia
Nota:
La modalità Tensione d’arco campionata non utilizza gli sfalsamenti di tensione del THC.
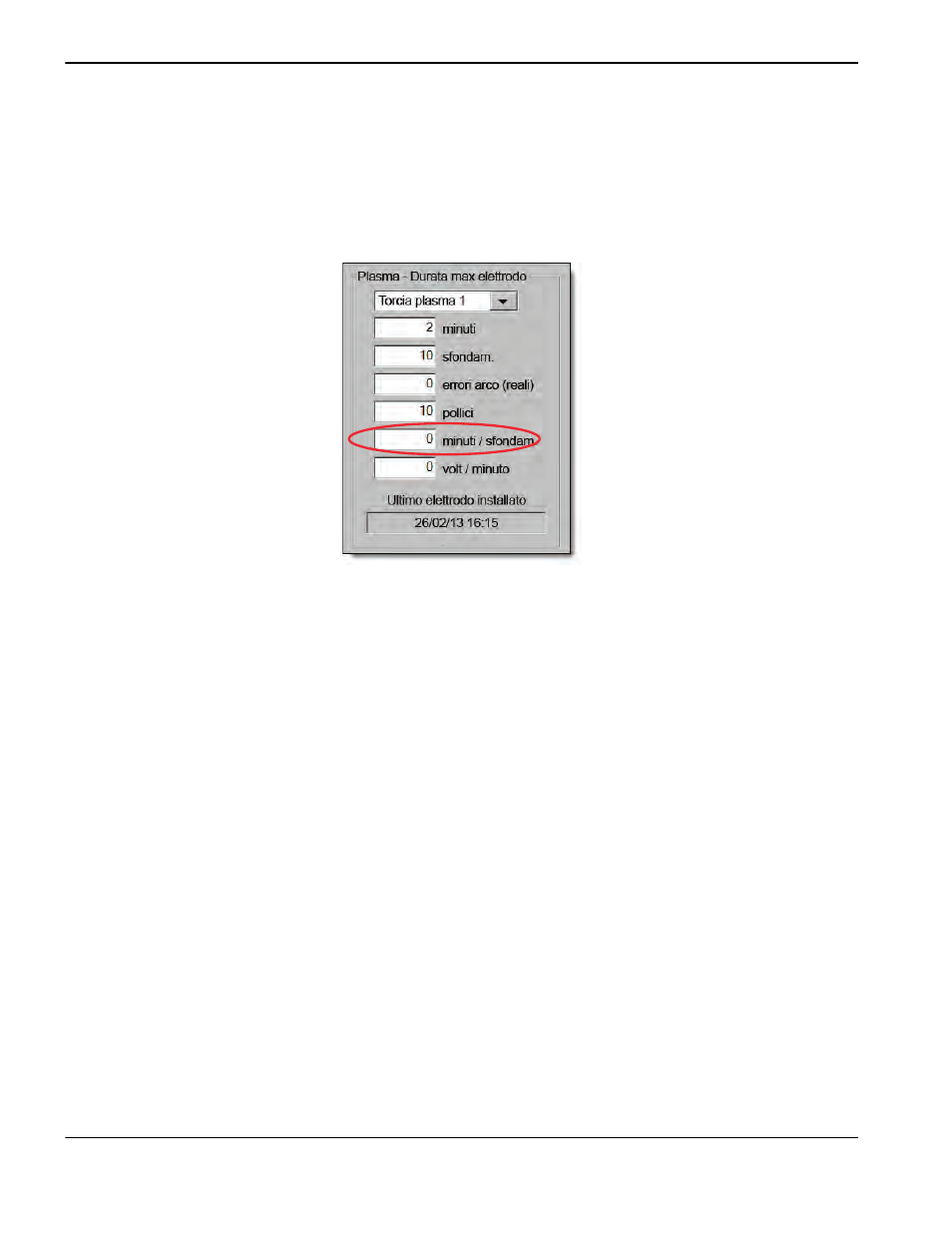
Con un modulo Sensor THC, si possono impostare automaticamente gli sfalsamenti di tensione del THC
inserendo un valore per il parametro Volt per minuto nella schermata Cambia consumabile (nella schermata
principale, scegliere il tasto funzione Camb consum). Per ulteriori informazioni, consultare
Tasti funzione per aumentare o ridurre la tensione
Dopo l’inizio del taglio in modalità automatica, il CNC visualizza i tasti funzione Aumenta tension d’arco e Diminuisci tens
d’arco nella schermata principale. Premendo questi tasti è possibile modificare la tensione d’arco durante il processo
di taglio.
Per l’unità ArcGlide, questi pulsanti consentono di aumentare o diminuire gli sfalsamenti di tensione del THC.
Per l’unità Sensor THC, questi pulsanti consentono di aumentare o diminuire il parametro Imposta tensione d’arco.
Percezione di altezza iniziale
I moduli THC di Hypertherm utilizzano una sequenza denominata
rilevamento altezza iniziale, o IHS, per rilevare il pezzo
in lavorazione. Si esegue un primo rilevamento dell’altezza iniziale dopo l’accensione del sistema di taglio, quindi si ripete
l’operazione prima di ogni taglio. Un primo IHS consente di rilevare l’altezza del pezzo in lavorazione in modo che il CNC
possa calcolare la distanza torcia-lamiera. Il CNC utilizza la distanza torcia-lamiera per tutti i rilevamenti dell’altezza
successivi che vengono eseguiti a velocità molto superiori poiché l’altezza del pezzo in lavorazione è nota.
Il rilevamento IHS inizia all’altezza iniziale per l’IHS impostata nella schermata Processo. Quando la torcia raggiunge
questa distanza sopra il pezzo in lavorazione, rallenta e il CNC comincia a cercare il pezzo attraverso il monitoraggio dei
seguenti elementi:
Ingresso Rilevamento contatto ugello. Questo ingresso si attiva quando la torcia tocca il pezzo in lavorazione, in
modo che il CNC rilevi l’altezza del pezzo.
Errore di inseguimento dell’asse, che il CNC confronta con la forza di stallo. Quando l’errore di inseguimento supera
la forza di stallo, il CNC rileva la posizione del pezzo in lavorazione.