Modalità imposta tensione d’arco, Controlli altezza torcia – Hypertherm Phoenix V9.74.0 Manuale d'uso
Pagina 174
164
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
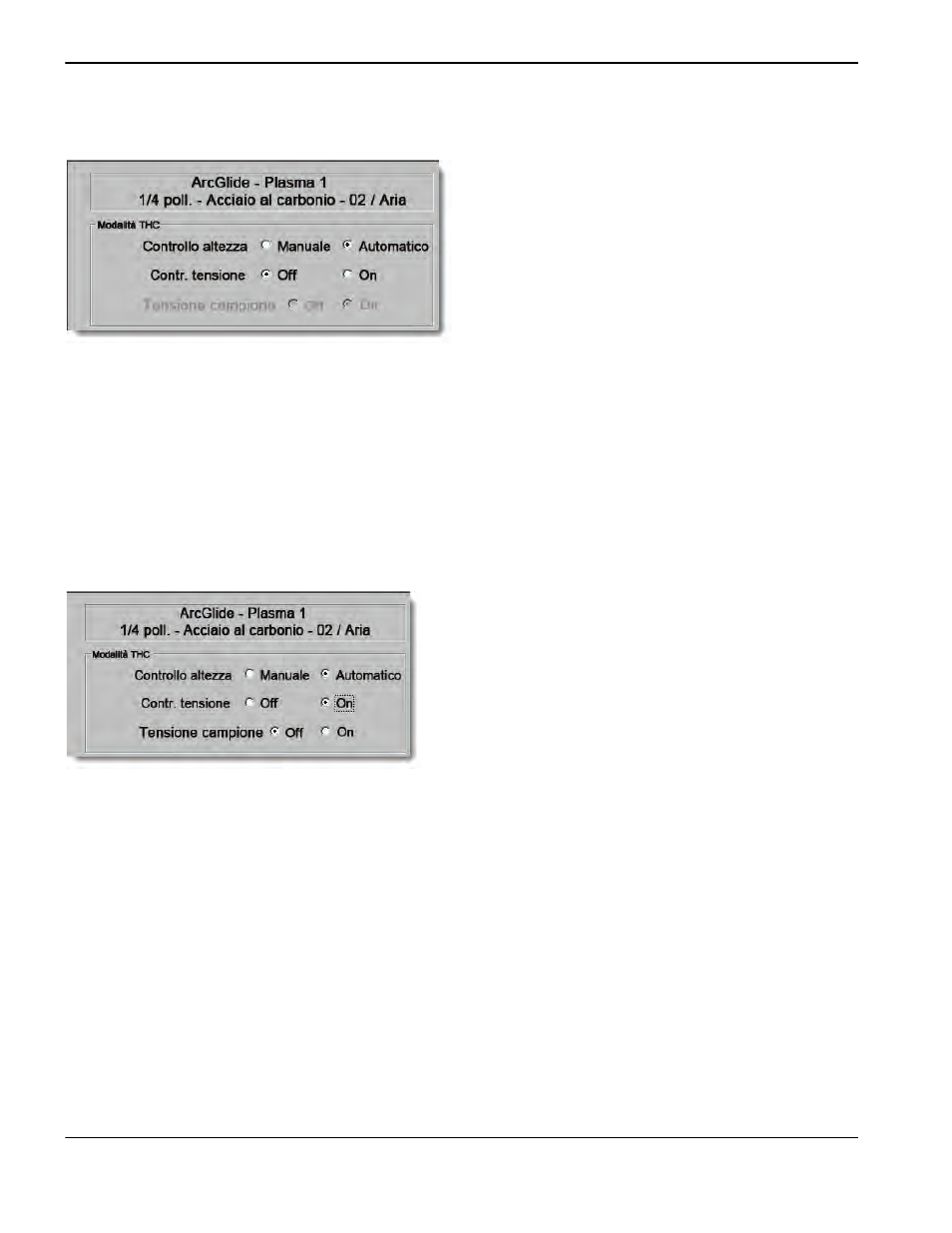
Controlli altezza torcia
Per abilitare questa modalità su un’unità ArcGlide THC, selezionare il controllo di altezza automatico e disattivare il
controllo della tensione.
Modalità Imposta tensione d’arco
In questa modalità, il Controllo altezza torcia (THC) esegue un rilevamento dell’altezza iniziale e si porta all’altezza di
trasferimento. Dopo l’accensione, la torcia si sposta immediatamente all’altezza di sfondamento. Completato lo
sfondamento, ha inizio il movimento di taglio e, dopo un ritardo programmato (Ritardo controllo tensione dell’arco e
Disattiva altezza torcia), l’unità inizia il controllo della tensione dell’arco (AVC). Durante il taglio con il Controllo della
tensione dell’arco (AVC), il THC sposta la torcia verso l’alto o verso il basso per mantenere la tensione d’arco al valore
programmato in Imposta tensione d’arco nella tabella di taglio e schermata Processi.
Per attivare la modalità Imposta tensione d’arco sull’unità ArcGlide, scegliere la modalità automatica e attivare il controllo
della tensione.
La modalità Imposta tensione d’arco si usa per condizioni di taglio o marcatura particolari, nelle quali è difficile ottenere
un campione accurato di tensione d’arco. Per esempio:
Marcatura plasma ad altezze di torcia basse
Taglio plasma di materiale sottile ad altezze di torcia basse
Taglio di forme complesse quando i tagli di entrata sono corti
Taglio o marcatura quando non è possibile effettuare un IHS preciso. Alcune di queste condizioni possono includere:
Pezzo in lavorazione sporco, arrugginito, oliato o dipinto
Sensore di stallo con materiale sottile flessibile
Taglio con testa snodata
Taglio su un tavolo ad acqua o con iniezione ad acqua