Processi di taglio e tabelle di taglio – Hypertherm Phoenix V9.74.0 Manuale d'uso
Pagina 147
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
137
Processi di taglio e tabelle di taglio
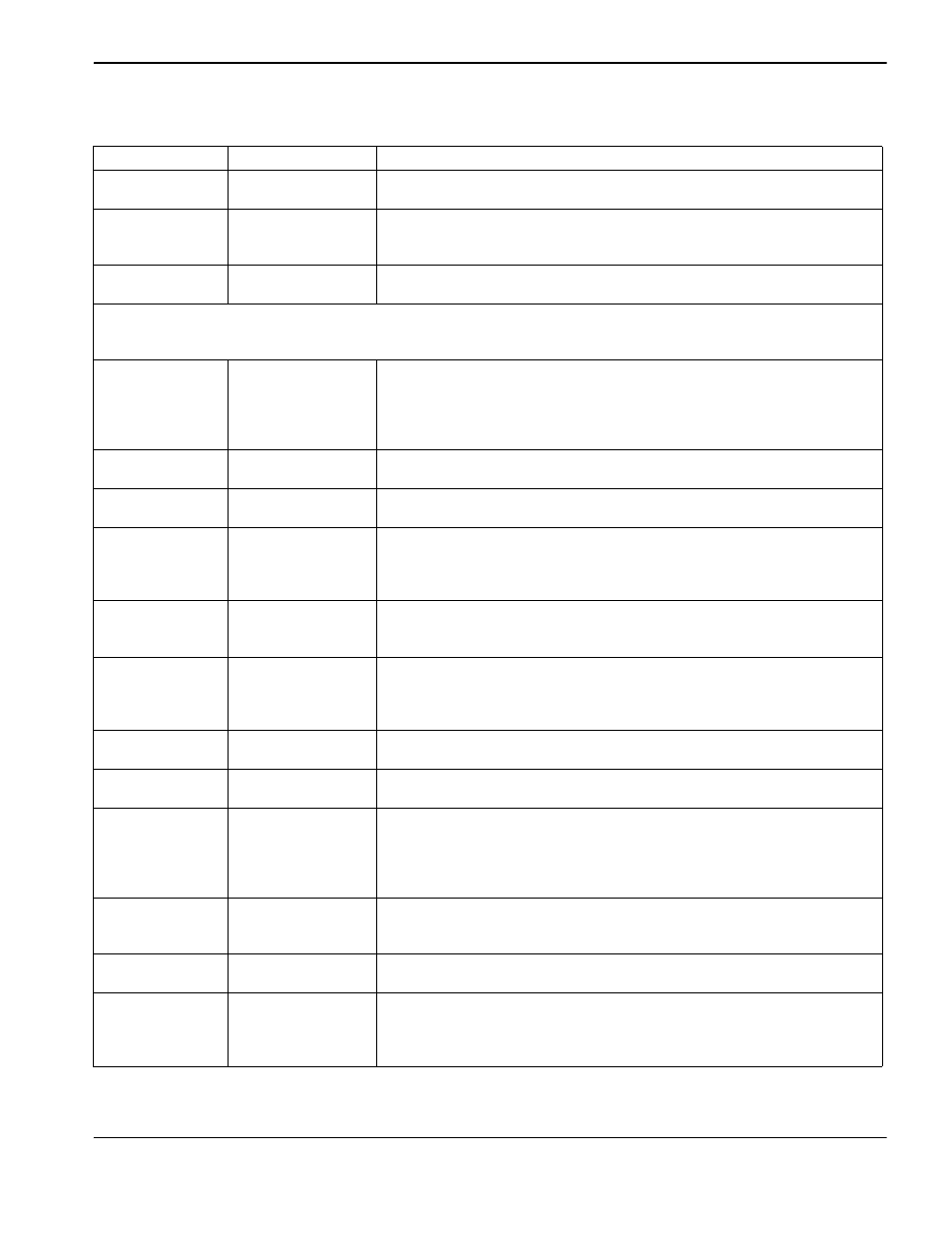
Parametro
Uscita controllata Descrizione
Tempo accens
Accens
Specifica il periodo di tempo nel quale resta attivo il sistema di innesco di ossitaglio
durante ciascun innesco della fiamma.
Tempo di
preriscaldamento
basso
Controllo
preriscaldamento basso
Attiva le valvole del gas di preriscaldamento basso. Il tempo di preriscaldamento
basso può essere usato durante l’accensione della torcia.
Tempo di
preriscaldamento alto
Controllo
preriscaldamento alto
Attiva le valvole del gas di preriscaldamento alto. Impostare il tempo di
preriscaldamento del pezzo in lavorazione prima dello sfondamento.
Nota: quando si esegue la lavorazione, si possono usare i tasti funzione Imposta, Estendi o Rilascia per modificare il Tempo
di preriscaldamento da basso ad alto. Per bypassare completamente i timer di preriscaldamento, premere Inizia ciclo
due volte.
Sfond per stadi
Sfondamento per stadi
1 – 4
Esegue lo sfondamento con pressione del gas temporizzata delle uscite che
possono controllare la pressione dell’ossigeno. Se si seleziona questa opzione, i
parametri 1 – 3 di Tempo di sfondamento per stadi sostituiscono i parametri Tempo
di sfondamento, Tempo di sfondamento in movimento e Tempo di marcia lenta.
Impostare il timer per l’output di ogni sfondamento stadi.
Tempo sfond
Controllo di
sfondamento
Specifica il tempo in cui l’uscita controllo di sfondamento resta attiva, prima
dell’abbassamento della torcia all’altezza di taglio.
Tempo sfond in mov
Controllo di
sfondamento
Specifica il tempo in cui l’uscita controllo di sfondamento resta attiva e consente il
movimento X/Y durante lo sfondamento.
Tempo marcia lenta
nessuna
Specifica il tempo in cui la torcia si sposta alla velocità di marcia lenta dopo aver
sfondato il pezzo in lavorazione. (vedere Impostazioni > Impostazioni macchina >
Velocità di marcia lenta). Trascorso il tempo di Marcia lenta, la torcia accelera fino
alla velocità di taglio.
Tempo sal torcia
primar
Torcia su
Imposta il tempo per sollevare la torcia alla fine di ogni taglio. La torcia continua a
sollevarsi fino al termine del tempo o fino a quando il carrello raggiunge l’interruttore
di fine corsa che attiva l’input Rilevamento sollevamento torcia.
Tempo disc torc
primario
Torcia giù
Specifica il tempo di discesa della torcia all’inizio di ciascun taglio dopo l’accensione
della torcia. La torcia continua ad abbassarsi fino al termine del tempo o fino a
quando il carrello raggiunge l’interruttore di fine corsa che attiva l’input Rilevamento
abbassamento torcia.
TempoSalTorc per
sfond
Torcia su
Specifica il tempo per ogni sollevamento torcia dopo lo sfondamento per evitare la
collisione con i residui di sfondamento.
TempoDiscTorc
PerSfond
Torcia giù
Specifica il tempo di discesa della torcia all’inizio di ciascun ciclo di taglio. Questo
timer deve consentire alla torcia di raggiungere l’altezza di taglio.
TempoOffTagl
Controllo di taglio
Imposta il tempo in cui l’output di Controllo del taglio rimane acceso alla fine del
taglio. Consente alla torcia di terminare il taglio e rimuovere qualsiasi striatura (un
angolo minimo che si crea quando la fiamma entra in contatto con il metallo e si
piega). L’uso di TempoOffTagl fornisce il tempo alla fiamma di diventare
perpendicolare prima che venga spenta.
Tempo di spurgo
Gas di spurgo
Specifica la durata temporale in cui la torcia di taglio si mette in pausa per spurgare
il gas al termine di un segmento di taglio, prima di passare al segmento successivo.
Questo timer può sovrapporsi al timer Risalita torcia principale.
Ritar contr taglio
Controllo di taglio
Definisce il tempo in cui il CNC attende prima di attivare l’uscita Controllo di taglio
durante lo sfondamento.
Bassa vel carrello
Bassa vel carrello
Funziona solo con sistemi a torce multiple. Questo timer si accende con le uscite
Torcia su e Torcia giù e si spegne alla fine del tempo di Bassa velocità del carrello. Il
valore del timer Bassa velocità del carrello dovrebbe essere inferiore ai valori Tempo
di salita della torcia primaria e Tempo di discesa della torcia primaria.