Marcatura e vaporizzazione con laser a fibre – Hypertherm Phoenix V9.74.0 Manuale d'uso
Pagina 156
146
Phoenix Software V9.74.0 Manuale dell’operatore 806404 Revisione 8
Processi di taglio e tabelle di taglio
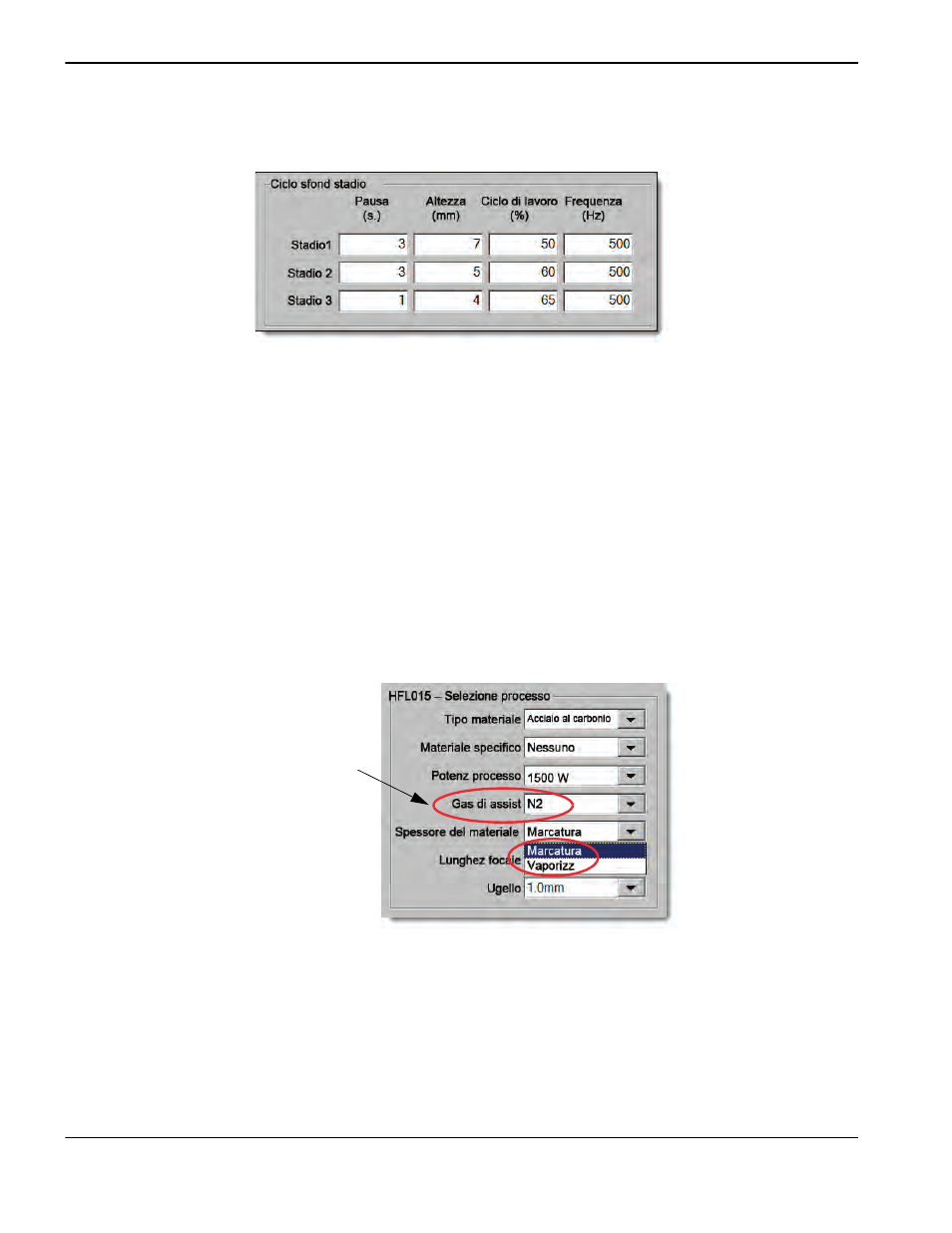
4. Scegliere il tasto funzione Tab taglio laser nella schermata principale per visualizzare i parametri del ciclo di
sfondamento per stadi della tabella di taglio. Nell’esempio che segue è illustrato il ciclo di sfondamento per stadi di
un processo di taglio da 2000 W.
In ogni stadio, lo sfondamento viene eseguito per il tempo di sosta all’altezza specificata.
Ciclo di lavoro è una percentuale della potenza di taglio. Ad esempio, se la potenza di taglio è uguale a 2000
watt e il ciclo di lavoro è del 50%, il laser a fibre taglierà a 1000 watt (potenza di taglio divisa per il ciclo di lavoro).
Frequenza Corrisponde ai cicli al secondo del laser a livello di potenza per lo sfondamento per stadi.
Nell’esempio precedente, il laser a fibre emette impulsi a 1000 watt 500 volte al secondo, per 3 secondi, a
un’altezza di 7 mm sopra il pezzo in lavorazione, per lo stadio 1.
Marcatura e vaporizzazione con laser a fibre
Le tabelle di taglio del laser a fibre supportano i processi di marcatura e vaporizzazione attraverso la selezione dello
spessore del materiale. I processi di marcatura richiedono una potenza di taglio minore per marcare la superficie del
materiale. Analogamente, i processi di vaporizzazione richiedono una bassa potenza per rimuovere il rivestimento
protettivo (plastica o olio) dalla superficie del materiale prima del taglio. La vaporizzazione può essere utilizzata anche per
il pre-trattamento di materiale arrugginito o incrostato, al fine di rendere uniforme il taglio di questi materiali.
La marcatura e la vaporizzazione
richiedono l’uso del gas di
assistenza N2. Lo spessore non
viene visualizzato se non si
seleziona N2 anche nella tabella
di taglio.