Acciaio inox, Plasma a h35 / protezione a n, 130 a taglio – Hypertherm HSD130 Remote High Frequency Console Manuale d'uso
Pagina 98
FUNZIONAMENTO
HySpeed HSD130 RHF
Manuale di istruzioni
4-19
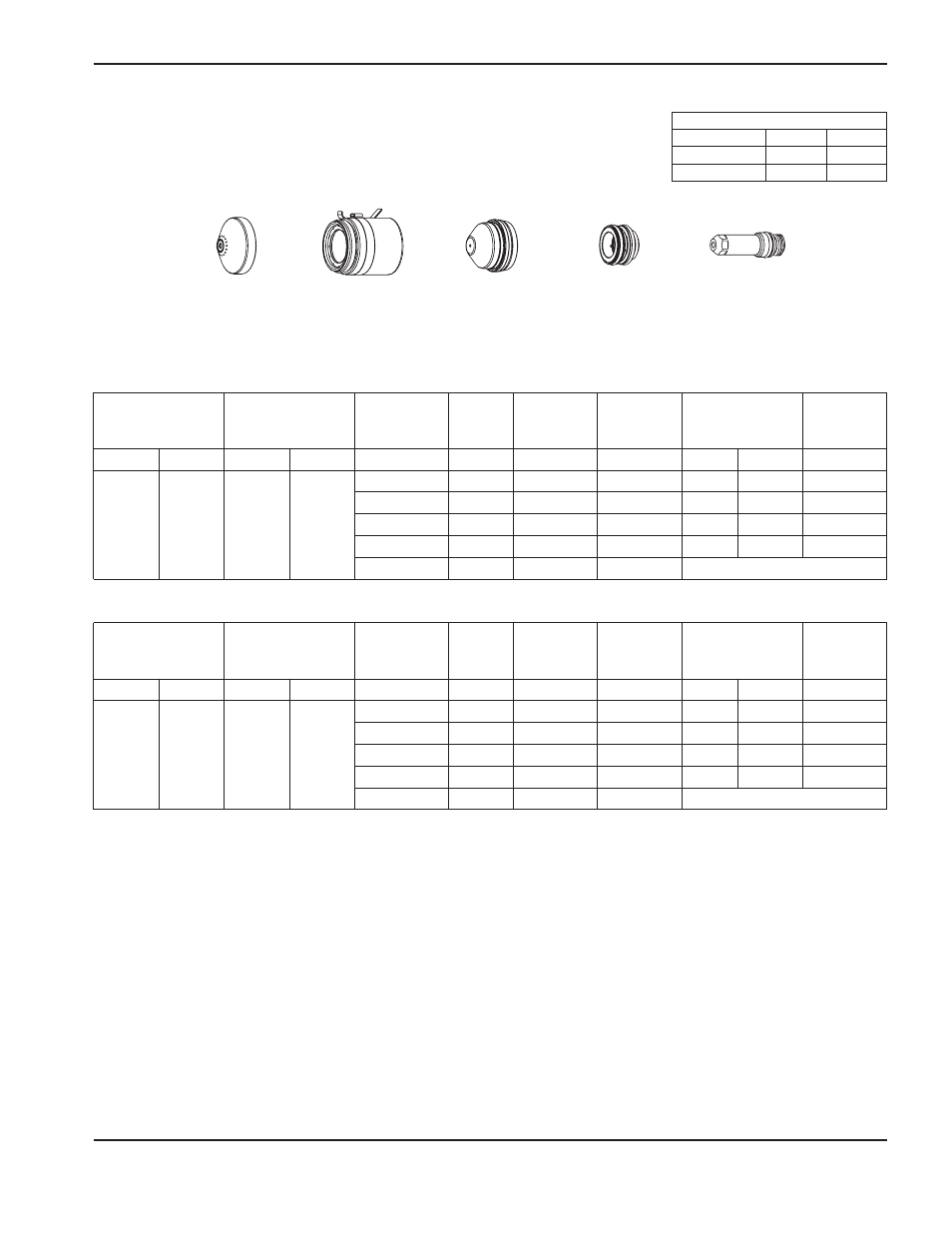
220536
220535
220529
020415
220534
220533 (senza spinotto IHS)
Portata di flusso – lpm/scfh
H35
N
2
Preflusso
0 / 0
164 / 348
Flusso di taglio
61 / 130
141 / 298
Metrico
Inglese
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
poll.
V
poll.
ppm
poll.
Fattore %
sec.
H35
N
2
70
75
3/8
150
0.180
40
0.310
170
0.3
1/2
154
0.180
30
0.310
170
0.5
5/8
157
0.180
20
0.310
170
0.8
3/4
162
0.180
15
0.310
170
1.3
1
167
0.180
10
Partenza dal bordo
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
Fattore %
sec.
H35
N
2
70
75
10
150
4,6
980
7,8
170
0,3
12
154
4,6
820
7,8
170
0,5
15
157
4,6
580
7,8
170
0,8
20
162
4,6
360
7,8
170
1,3
25
167
4,6
260
Partenza dal bordo
Acciaio inox
Plasma a H35 / protezione a N
2
130 A taglio