Tabelle di taglio – Hypertherm HSD130 Remote High Frequency Console Manuale d'uso
Pagina 88
FUNZIONAMENTO
HySpeed HSD130 RHF
Manuale di istruzioni
4-9
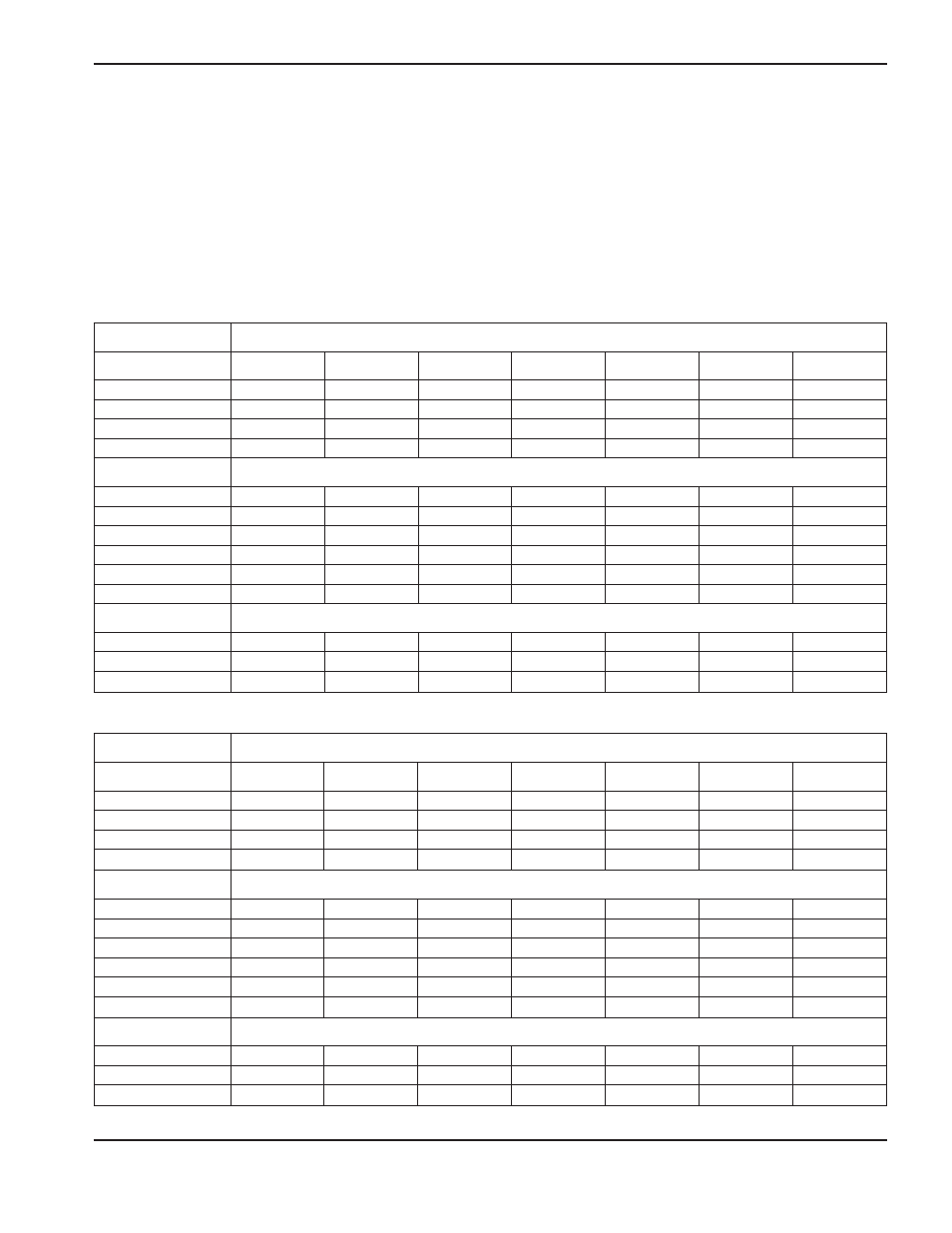
Tabelle di taglio
Le tabelle di taglio seguenti riportano i consumabili, le velocità di taglio e le impostazioni del gas e della torcia adatti per
ciascun processo.
I valori indicati nelle tabelle di taglio sono quelli raccomandati per ottenere dei tagli di alta qualità con la minima
formazione di bava. A causa delle differenze tra le varie installazioni e tra le composizioni dei materiali, per ottenere i
risultati desiderati possono essere necessarie ulteriori regolazioni.
Spessore del materiale (pollice)
Acciaio al carbonio
0.06
0.135
0.25
0.375
0.5
0.75
1
130 O2/Aria
0.061
0.07
0.078
0.088
0.092
0.121
130 Aria/Aria
0.053
0.062
0.074
0.082
0.107
0.128
50 O2/Aria
0.041
0.046
0.058
45 Aria/Aria
0.032
0.050
0.056
Acciaio inox
130 Aria/Aria
0.065
0.076
0.084
0.109
130 N2/N2
0.065
0.065
0.100
0.139
130 H35/N2
0.113
0.109
0.102
0.116
45 Aria/Aria
0.032
0.044
0.050
45 N2/N2
0.021
0.026
0.026
45 F5/N2
0.024
0.025
0.032
Alluminio
130 Aria/Aria
0.082
0.076
0.085
0.106
0.111
130 H35/N2
0.088
0.086
0.079
0.046
45 Aria/Aria
0.046
0.047
0.048
Compensazione stimata per la larghezza di del taglio (kerf)
Spessore del materiale (mm)
Acciaio al carbonio
1,524
3,429
6,350
9,525
12,70
19,05
25,40
130 O2/Aria
1,549
1,778
1,981
2,235
2,336
3,073
130 Aria/Aria
1,346
1,574
1,879
2,082
2,717
3,251
50 O2/Aria
1,041
1,168
1,473
45 Aria/Aria
0,812
1,270
1,422
Acciaio inox
130 Aria/Aria
1,651
1,930
2,133
2,768
130 N2/N2
1,651
1,651
2,540
3,530
130 H35/N2
2,870
2,768
2,590
2,946
45 Aria/Aria
0,812
1,117
1,270
45 N2/N2
0,533
0,660
0,660
45 F5/N2
0,609
0,635
0,812
Alluminio
130 Aria/Aria
2,082
1,930
2,159
2,692
2,819
130 H35/N2
2,235
2,184
2,006
1,168
45 Aria/Aria
1,168
1,193
1,219