5 lavorazione completa – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuale d'uso
Pagina 33
HEIDENHAIN CNC-PILOT 4290
33
2.3.5 Lavorazione completa
2.3.5 Lavorazione completa
Per lavorazione completa si intende la lavorazione sulla superficie
frontale e sul lato posteriore in un programma NC. Per il riserraggio
sono a disposizione programmi per esperti che tengono conto della
configurazione del tornio (vedi manuale utente ”
4.10.3 Lavorazione
completa”).
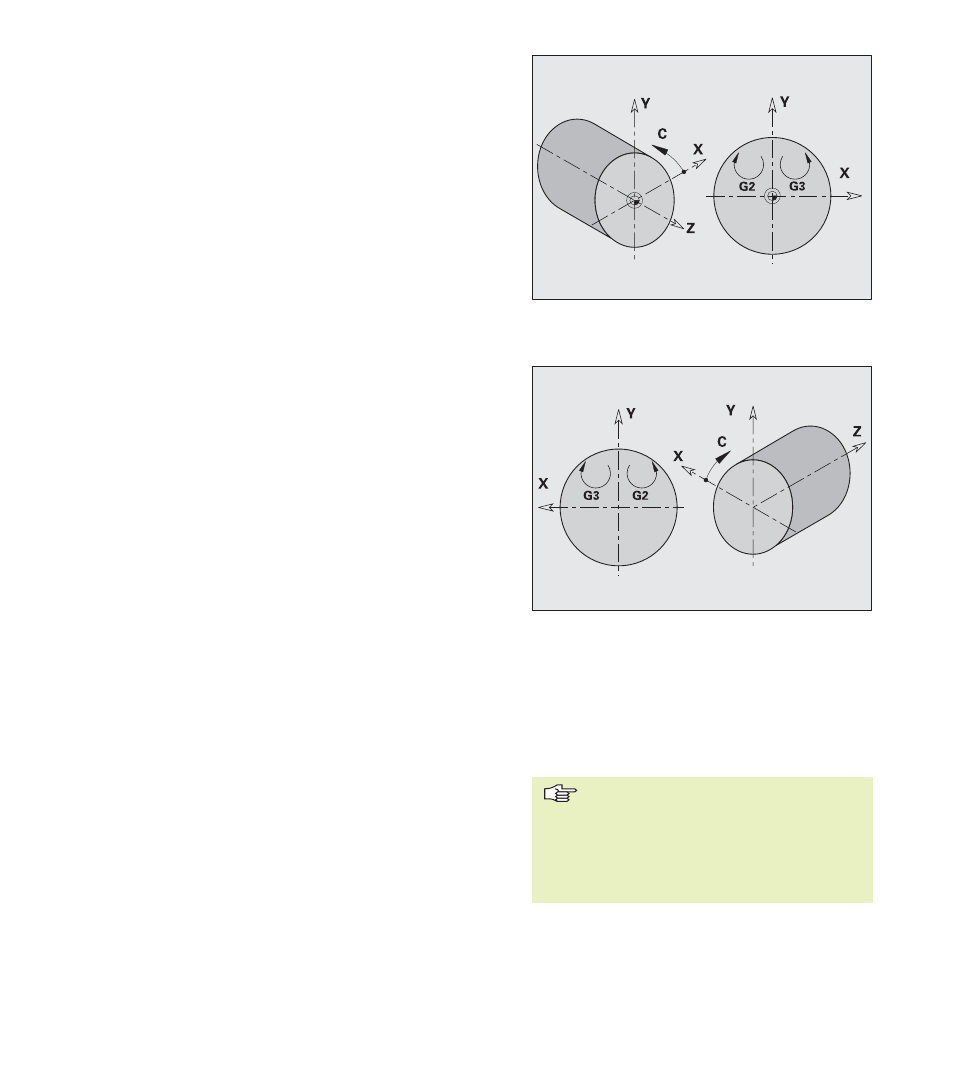
Principi fondamentali
Profili lato posteriore asse Y: l'orientamento dell'asse X è
”correlato al pezzo”. Ne consegue per il lato posteriore:
■
Orientamento asse X ”verso sinistra” (superficie frontale ”ver-
so destra”)
■
Senso di rotazione per arco G2: ”antiorario”
■
Senso di rotazione per arco G3: ”orario”
Programmazione
Per la programmazione del lato posteriore del profilo occorre
rispettare l'orientamento dell'asse X e il senso di rotazione per archi.
Se si impiegano i cicli di foratura e fresatura non occorre
considerare alcuna particolarità per la lavorazione del lato posteriore
in quanto i cicli si riferiscono a profili definiti in precedenza.
Per la lavorazione del lato posteriore con le istruzioni base G0..G3,
G12..G13, valgono le stesse condizioni dei profili del lato posteriore.
Tornitura
I programmi per esperti specifici per il riserraggio comprendono
funzioni di conversione e specularità. Per la lavorazione del lato
posteriore (2° serraggio) vale quanto segue:
■
direzione +: allontanamento dal pezzo
■
direzione –: avvicinamento al pezzo
■
G2/G12: arco ”in senso orario”
■
G3/G13: arco ”in senso antiorario”
Lavorazione completa con contromandrino
G30: il programma per esperti attiva la specularità dell'asse Z e la
conversione degli archi (G2, G3, ..). La conversione degli archi è
necessaria per la tornitura e la lavorazione con asse C.
G121: il programma per esperti sposta il profilo e rappresenta in
speculare il sistema di coordinate (asse Z). Un'ulteriore
programmazione dell'istruzione G121 non è di norma necessaria
per la lavorazione del lato posteriore (2° serraggio).
Lavorazione completa con un mandrino
G30: non è di norma necessaria
G121: il programma per esperti rappresenta in speculare il profilo.
Un'ulteriore programmazione dell'istruzione G121 non è di norma
necessaria per la lavorazione del lato posteriore (2° serraggio).
Lavorare senza programma per esperti
Se non si utilizzano le funzioni di conversione e specularità vale il
seguente principio:
Superficie frontale
Lato posteriore
■
direzione +: allontanamento dal mandrino
principale
■
direzione –: avvicinamento al mandrino
principale
■
G2/G12: arco ”in senso orario”
■
G3/G13: arco ”in senso antiorario”
Per la lavorazione con asse Y del lato
posteriore (retro della superficie frontale)
è necessario disattivare la conversione
degli archi (G30 H2), mentre bisogna
riattivarla (G30 H1) per la tornitura e la
lavorazione del piano YZ (vista superficie
cilindrica).