3 funzioni g per la lavorazione, 1 piani di lavorazione, 2 posizionamenti – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuale d'uso
Pagina 23: 1 selezione del piano di lavorazione
HEIDENHAIN CNC-PILOT 4290
23
2.3.2 Posizionamenti
Rapido G0
L'utensile trasla in rapido fino al ”punto di arrivo X, Y, Z” seguendo il
percorso più breve.
Parametro
X, Y, Z: Punto di arrivo (X come quota diametro)
2.3
Funzioni G per la lavorazione
Prima di programmare l'asse Y per una lavorazione di fresatura con
movimenti lineari o circolari ovvero con cicli di lavorazione, è
necessario definire il piano di lavorazione.
Se non si programma il piano di lavorazione il CNC PILOT
presuppone una lavorazione di tornitura o di fresatura con l'asse C
(G18 piano XZ).
Lavorazione di foratura
Le lavorazioni di foratura con asse Y vengono eseguite in modo
analogo alla lavorazione con asse C (vedi manuale utente ”4.8.11
Cicli di foratura”).
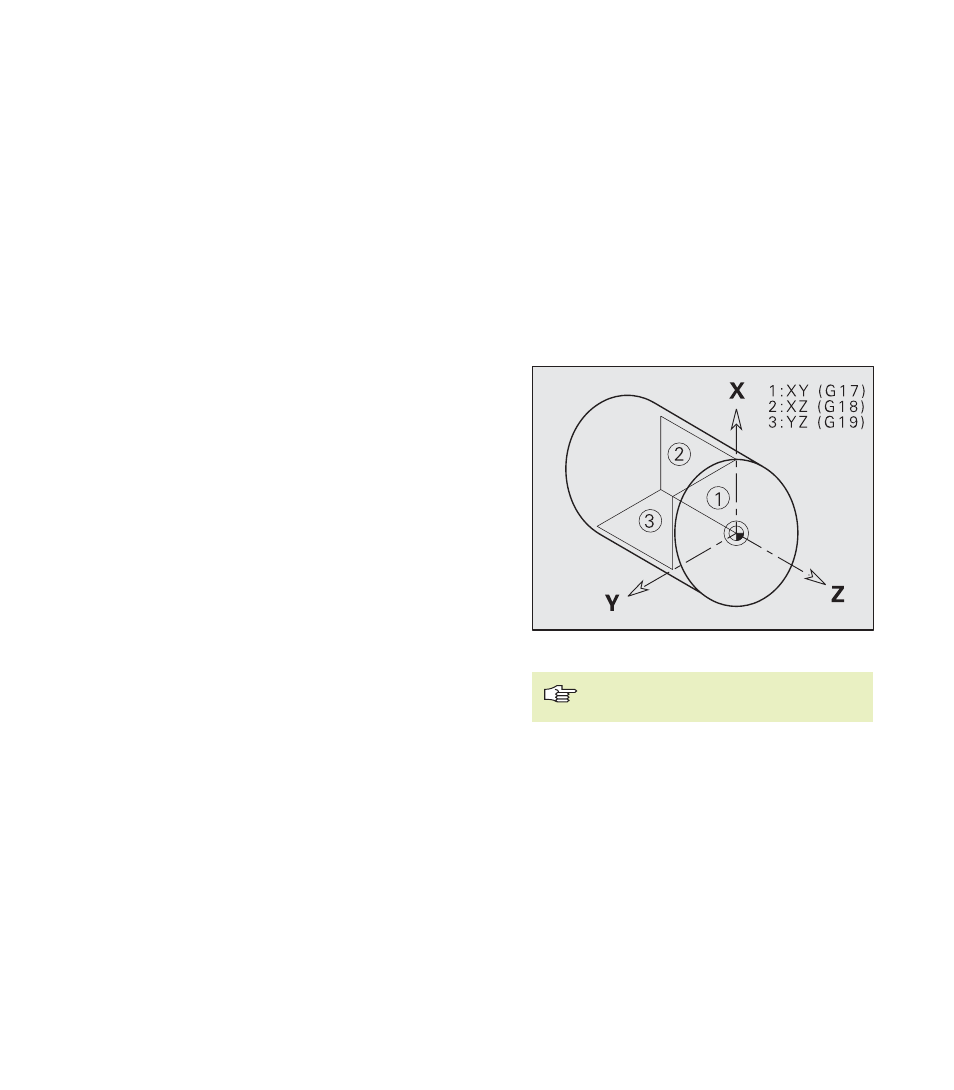
2.3.1 Selezione del piano di lavorazione
2.3.1 Piani di lavorazione
G17 Piano XY (superficie frontale o lato posteriore)
Per cicli di fresatura la lavorazione viene eseguita nel piano XY e per
cicli di fresatura e foratura l'avanzamento viene eseguito in
direzione Z.
G18 Piano XZ (tornitura)
Nel piano XZ viene eseguita la normale ”lavorazione di tornitura” e
la lavorazione di foratura e fresatura con asse C.
G19 Piano YZ (vista dall'alto/superficie cilindrica)
Per cicli di fresatura la lavorazione viene eseguita nel piano YZ e per
cicli di fresatura e foratura l'avanzamento viene eseguito in
direzione X.
Lavorazione di fresatura
I cicli di fresatura G840, G845 e G846 si impiegano
per lavorazioni con asse C e con asse Y (vedi
manuale utente ”4.8.15 Cicli di fresatura”).
Per la lavorazione con asse Y sono disponibili anche i
cicli di fresatura G841, G842, G843, G844. Tali cicli e
G845/G846 sono descritti di seguito.
Programmazione X, Y, Z: assoluta
incrementale o modale