2 p osizionamenti – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuale d'uso
Pagina 24
Asse Y
24
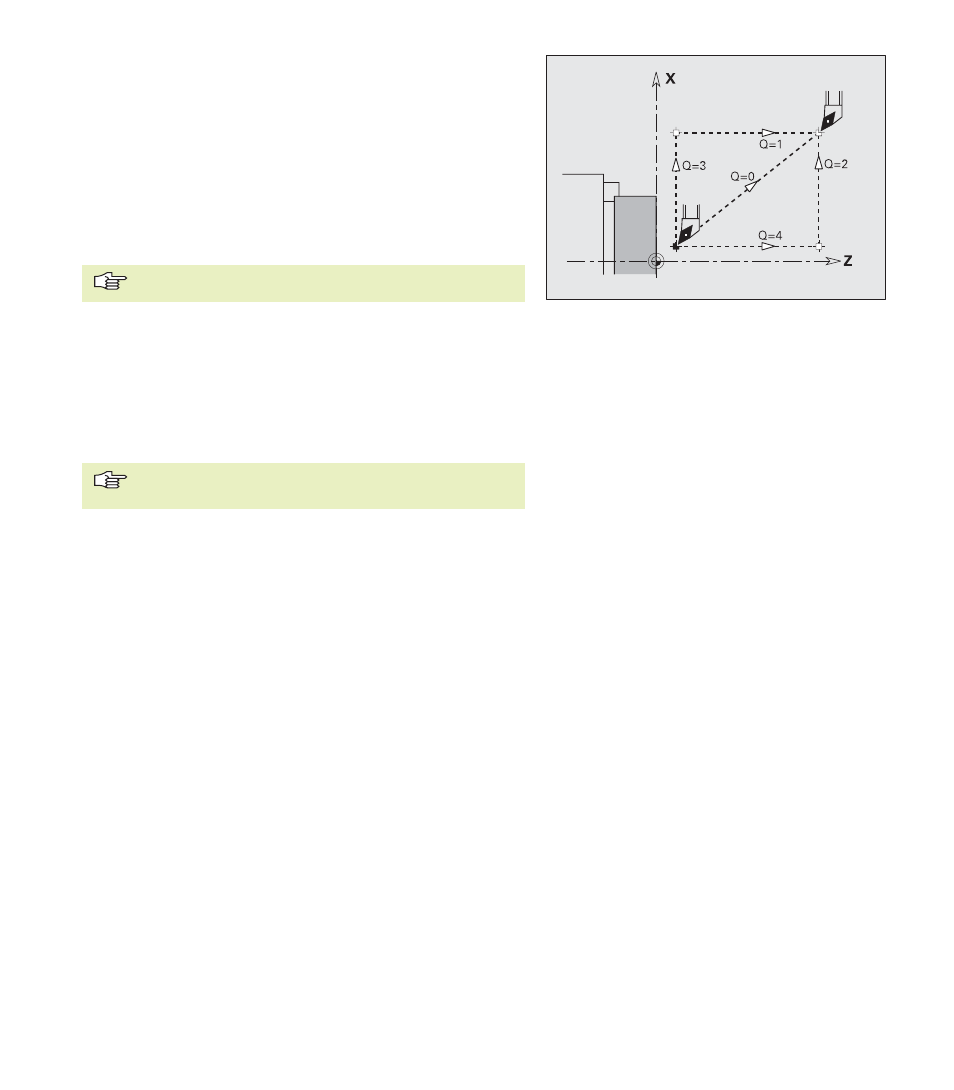
Raggiungimento punto cambio utensile G14
La slitta raggiunge in rapido il punto di cambio utensile. Le
coordinate di tale punto si definiscono in modalità Predisposizione.
Parametro
Q:
Sequenza – default: 0
0: traslazione contemporanea asse X e Z (in diagonale)
1: prima in direzione X, poi Z
2: prima in direzione Z, poi X
3: solo in direzione X
4: solo in direzione Z
5: solo in direzione Y
6: traslazione contemporanea asse X, Y e Z (in diagonale)
Con Q=0...4 l'asse Y non viene traslato.
Rapido in coordinate macchina G701
La slitta si sposta in rapido fino al ”punto di arrivo” seguendo il
percorso più breve.
Parametro
X, Y, Z: Punto finale - (X come quota diametro)
”X, Y, Z” si riferiscono all'origine macchina e al punto di
riferimento slitta.
2.3.2 P
osizionamenti