4 cicli di fr esatur a – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manuale d'uso
Pagina 28
Asse Y
28
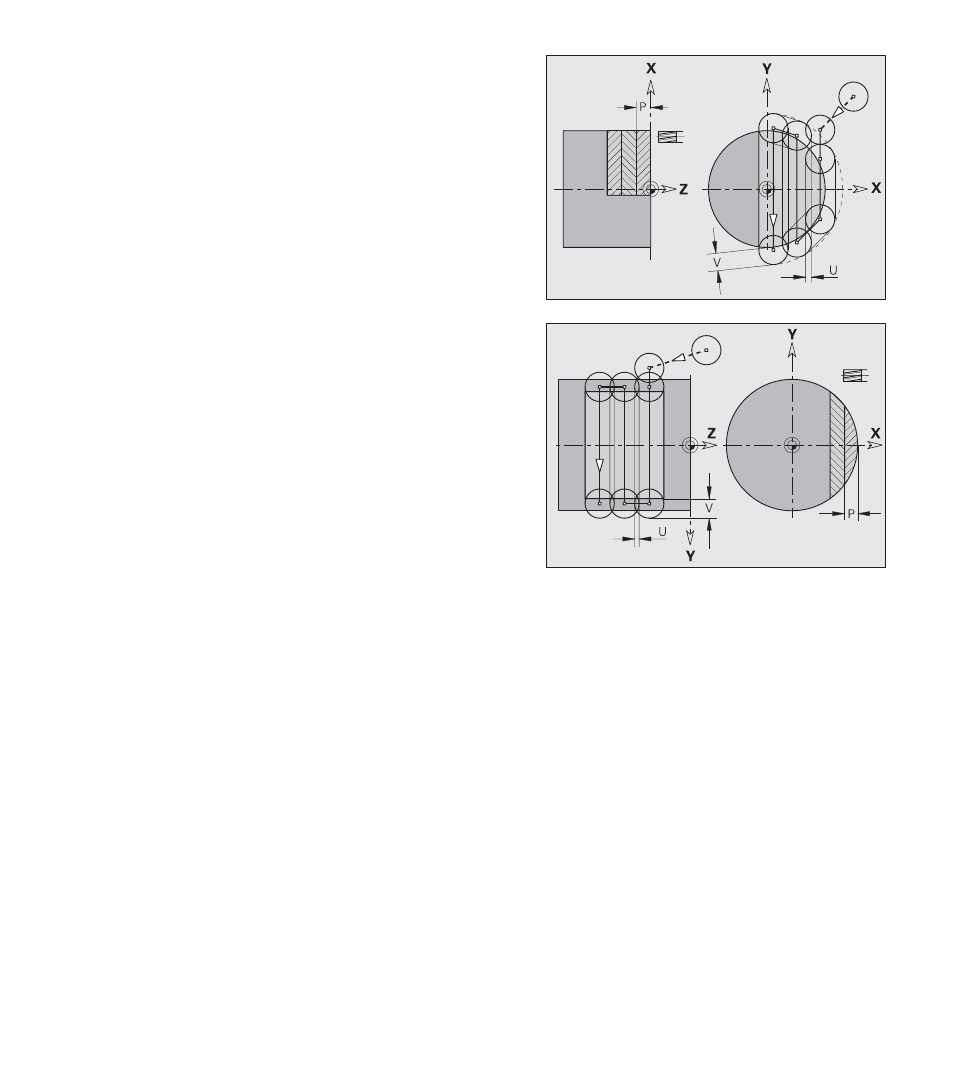
Fresatura superficie - finitura G842
L'istruzione G842 rifinisce superfici definite con G376-Geo (piano
XY) o G386-Geo (piano YZ). Il ciclo fresa dall'esterno verso l'interno.
”U” definisce la sovrapposizione delle traiettorie di fresatura. ”V”
definisce il valore di cui la fresa deve sporgere dal raggio esterno
(riferimento: diametro fresa).
L'avanzamento della fresa viene eseguito al di fuori del materiale.
Esecuzione ciclo
1 Posizione di partenza (X, Y, Z, C) = posizione prima del ciclo
2 Calcolo della configurazione di taglio (avanzamenti in piano,
avanzamenti in profondità)
3 Avvicinamento a distanza di sicurezza e avanzamento per la prima
profondità di fresatura
4 Fresatura in un piano
5 Sollevamento a distanza di sicurezza, avvicinamento e
avanzamento per la successiva profondità di fresatura
6 Ripetizione di 4...5, fino a completare la fresatura dell'intera
superficie
7 Ritorno in conformità a ”Piano di ritorno J”
Parametri
NS:
Numero blocco – Riferimento alla descrizione profilo
H:
Direzione di fresatura (riferita alla lavorazione dei fianchi) –
default: 0
■
H=0: discorde
■
H=1: concorde
P:
Profondità di fresatura (massima) (avanzamento in piano)
U:
Fattore di sovrapposizione (minimo), (sovrapposizione =
U*diametro fresa) – default: 0,5
V:
Fattore di sovracorsa (sovracorsa = V*diametro fresa) –
default: 0,5
F:
Avanzamento di lavorazione (per avanzamento in profondità)
– default: avanzamento attivo
J:
Piano di ritorno – Nessuna immissione: l'utensile ritorna
sulla posizione di partenza
■
Piano XY: posizione di ritorno in direzione Z
■
Piano YZ: posizione di ritorno in direzione X (quota
diametro)
2.3.4 Cicli di fr
esatur
a