Powermax – Hypertherm Powermax105 Rev.0 Manuale d'uso
Pagina 119
Configurazione della torCia per maCChina
powermax
105
Manuale di manutenzione
6-47
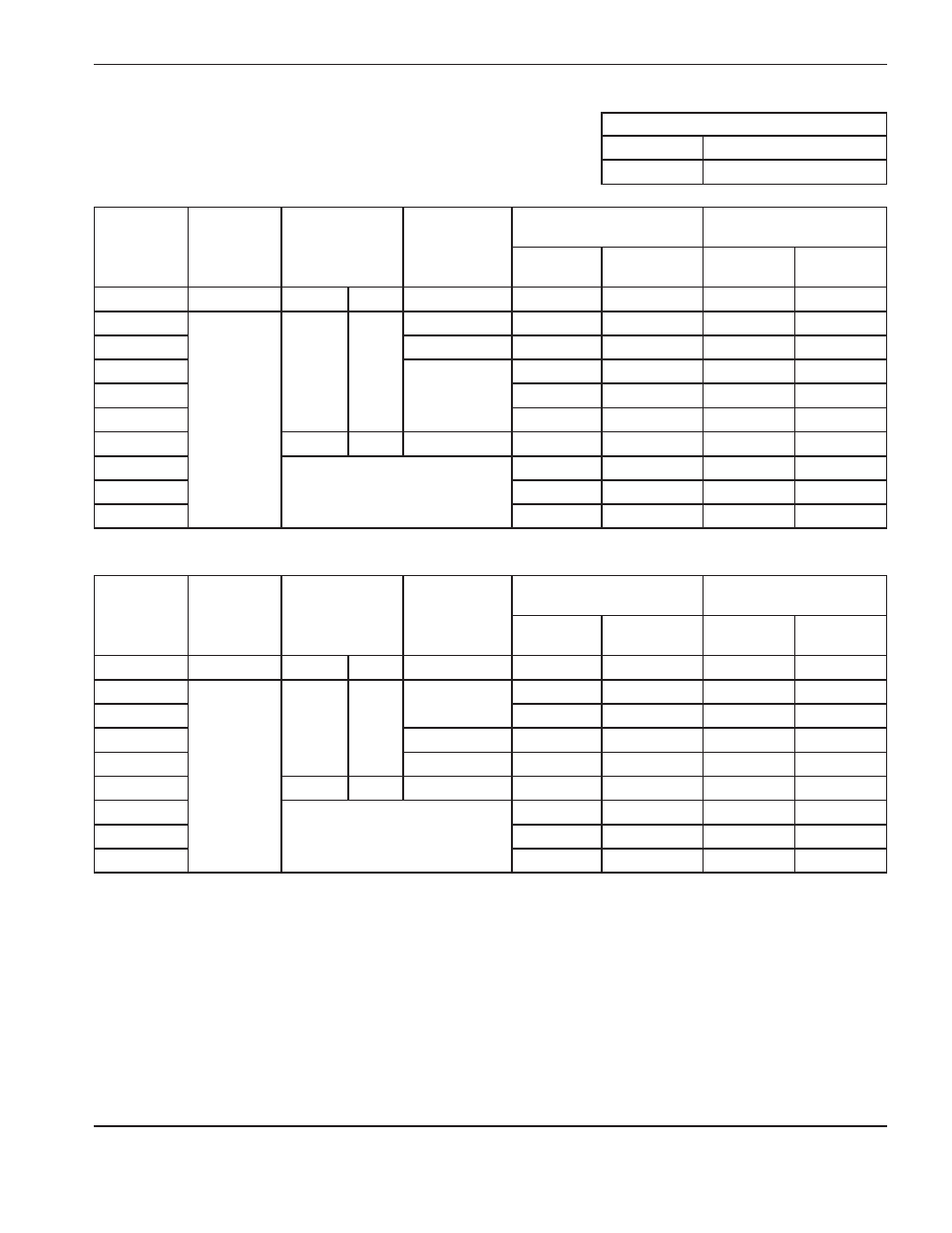
Taglio con consumabili 65 A non schermati
(acciaio al carbonio)
Portata flusso d’aria – slpm/scfh
Calda
175/370
Fredda
209/443
Metrico
Spessore
del
materiale
Distanza
tra torcia e
lamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Impostazioni produzione
Velocità di
taglio
Tensione
Velocità di
taglio
Tensione
mm
mm
mm
%
Sec
(mm/min)
V
(mm/min)
V
2
2,0
5,0
250
0,1
6050
117
7340
117
3
0,2
5200
118
6330
118
4
0,5
4250
118
5250
118
6
2550
120
3560
120
8
1620
123
2230
121
10
6,0
300
0,7
970
127
1500
122
12
Partenza dal bordo
760
129
1140
124
16
500
134
650
129
20
280
138
400
133
Imperiale
Spessore
del
materiale
Distanza
tra torcia e
lamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Impostazioni produzione
Velocità di
taglio
Tensione
Velocità di
taglio
Tensione
pollici
pollici
pollici
%
Sec
poll/min
V
poll/min
V
16 GA
0.08
0.20
250
0.1
255
116
308
117
10 GA
190
118
232
118
3/16
0.2
135
119
172
119
1/4
0.5
90
120
116
120
3/8
0.24
300
0.7
40
126
62
122
1/2
Partenza dal bordo
27
130
40
125
5/8
20
134
26
129
3/4
13
137
18
132