HEIDENHAIN iTNC 530 (340 49x-03) Manuale d'uso
Pagina 178
178
4 Programmazione: Generalità, gestione file dati, aiuti di programmazione, gestione dei pallet
4.15
F
u
nzionament
o con pallet con la
v
o
ra
zione or
ie
ntata all’ut
e
nsile
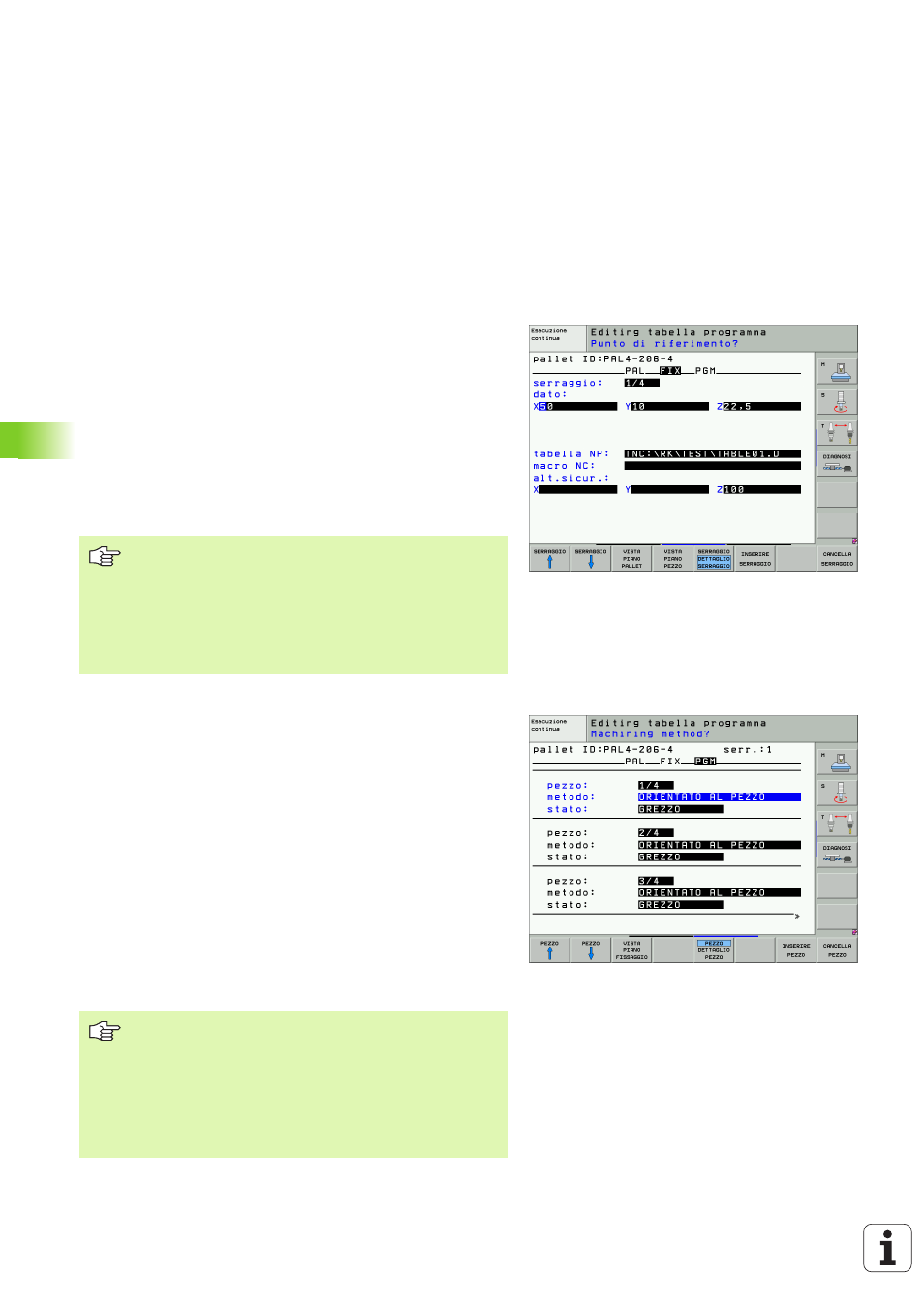
Dettagli di programmazione del livello attrezzatura
Attrezzatura
: Viene visualizzato il numero dell’attrezzatura, dopo la
barretta inclinata viene visualizzato il numero di attrezzature
nell’ambito di questo livello
Origine
: introdurre l’origine per l’attrezzatura
Tabella orig.
: introdurre il nome ed il percorso della tabella origini
valida per la lavorazione del pezzo. L’inserimento viene memorizzato
nel livello attrezzatura.
macro NC
: Nella lavorazione orientata all’utensile, viene eseguita la
macro TCTOOLMODE invece della normale macro di cambio
utensile.
Alt. di sicurezza
: (opzionale): posizione di sicurezza per i singoli
assi relativa all’attrezzatura.
Impostazione del livello pezzo
Pezzo
: Viene visualizzato il numero del pezzo, dopo la barretta
inclinata viene visualizzato il numero di pezzi nell’ambito di questo
livello attrezzatura
Metodo
: Si possono scegliere due modi di lavorazione: ORIENTATA
AL PEZZO oppure ORIENTATA ALL’UTENSILE. Nella
visualizzazione a tabella il metodo di lavorazione ORIENTATA AL
PEZZO compare come WPO e ORIENTATA ALL’UTENSILE come TO.
Con il softkey COLLEGARE/SEPARARE si identificano i pezzi che nella
lavorazione orientata all’utensile sono coinvolti insieme nel calcolo
della lavorazione. I pezzi collegati sono identificati da un trattino
interrotto, i pezzi separati sono identificati da una linea continua.
Nella visualizzazione a tabella, i pezzi collegati sono identificati nella
colonna METODO con CTO.
Stato
: Con il softkey GREZZO il pezzo viene identificato come non
ancora lavorato e nel campo di stato viene inserito BLANK . Utilizzare
il softkey POSTO LIBERO, se si desidera che nel corso della
lavorazione il pezzo venga saltato; nel campo di stato compare
EMPTY
E’ possibile stabilire per gli assi delle posizioni di sicurezza,
che possono venire lette da macro NC mediante
SYSREAD FN18 ID510 NR 6. Mediante SYSREAD FN18
ID510 NR 5 è possibile determinare se nella colonna è
stato programmato un valore Il posizionamento alle
posizioni definite avviene solamente se i valori
corrispondenti vengono letti nelle macro NC e
programmati di conseguenza.
Se s'imposta il metodo e lo stato nel livello pallet oppure
nel livello attrezzatura, l'introduzione viene accettata per
tutti i relativi pezzi.
In caso di più versioni di pezzo nell'ambito di un livello, i
pezzi di una versione dovrebbero essere indicati in
sequenza. Nella lavorazione orientata all'utensile, i pezzi
della rispettiva versione possono essere identificati con il
softkey COLLEGARE/SEPARARE e lavorati a gruppi.