Pag. 52 – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manuale d'uso
Pagina 52
52
3 Cicli di tastatura per il controllo automatico dei pezzi
3.1 Rilev
a
ment
o aut
o
matico di posizioni oblique del pezz
o
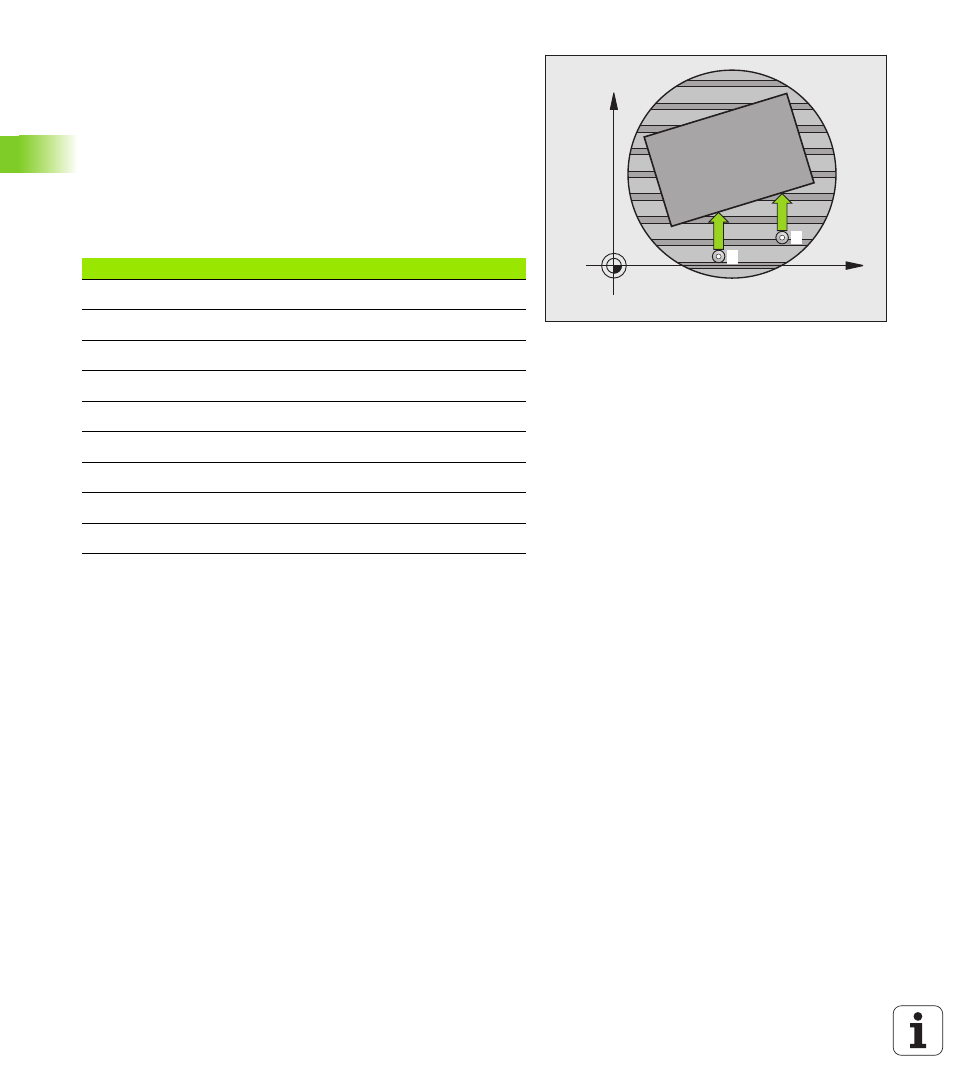
ROTAZIONE BASE: compensazione tramite asse
rotativo (ciclo di tastatura 403, DIN/ISO: G403)
Il ciclo di tastatura 403 rileva una posizione obliqua del pezzo mediante
la misurazione di due punti che devono trovarsi su una retta. Il TNC
compensa, mediante rotazione dell'asse A, B o C, la rilevata posizione
obliqua del pezzo. Per questo il pezzo può essere serrato secondo le
esigenze sulla tavola rotante.
Le combinazioni di asse di misura (parametro ciclo Q272) e asse di
compensazione (parametro ciclo Q312) presentate di seguito sono
ammesse. La funzione Rotazione piano di lavoro:
X
Y
1
2
Asse TS attivo
Asse di misura
Asse di compensazione
Z
X (Q272=1)
C (Q312=6)
Z
Y (Q272=2)
C (Q312=6)
Z
Z (Q272=3)
B (Q312=5) o A (Q312=4)
Y
Z (Q272=1)
B (Q312=5)
Y
X (Q272=2)
C (Q312=5)
Y
Y (Q272=3)
C (Q312=6) o A (Q312=4)
X
Y (Q272=1)
A (Q312=4)
X
Z (Q272=2)
A (Q312=4)
X
X (Q272=3)
B (Q312=5) o C (Q312=6)