HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manuale d'uso
Pagina 45
HEIDENHAIN TNC 320
45
3.1 Rilev
a
ment
o aut
o
matico di posizioni oblique del pezz
o
1° PUNTO DI MISURA 1º ASSE
Q263 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
principale del piano di lavoro
1° PUNTO DI MISURA 2º ASSE
Q264 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
secondario del piano di lavoro
2° PUNTO DI MISURA 1º ASSE
Q265 (in valore assoluto):
coordinata del secondo punto da tastare nell'asse
principale del piano di lavoro
2° PUNTO DI MISURA 2º ASSE
Q266 (in valore assoluto):
coordinata del secondo punto da tastare nell'asse
secondario del piano di lavoro
ASSE DI MISURA
Q272: asse del piano di lavoro in cui
deve essere effettuata la misurazione:
1:asse principale = asse di misura
2:asse secondario = asse di misura
DIREZIONE ATTRAVERS. 1
Q267: direzione nella quale il
tastatore deve avvicinarsi al pezzo:
-1:direzione di spostamento negativa
+1:direzione di spostamento positiva
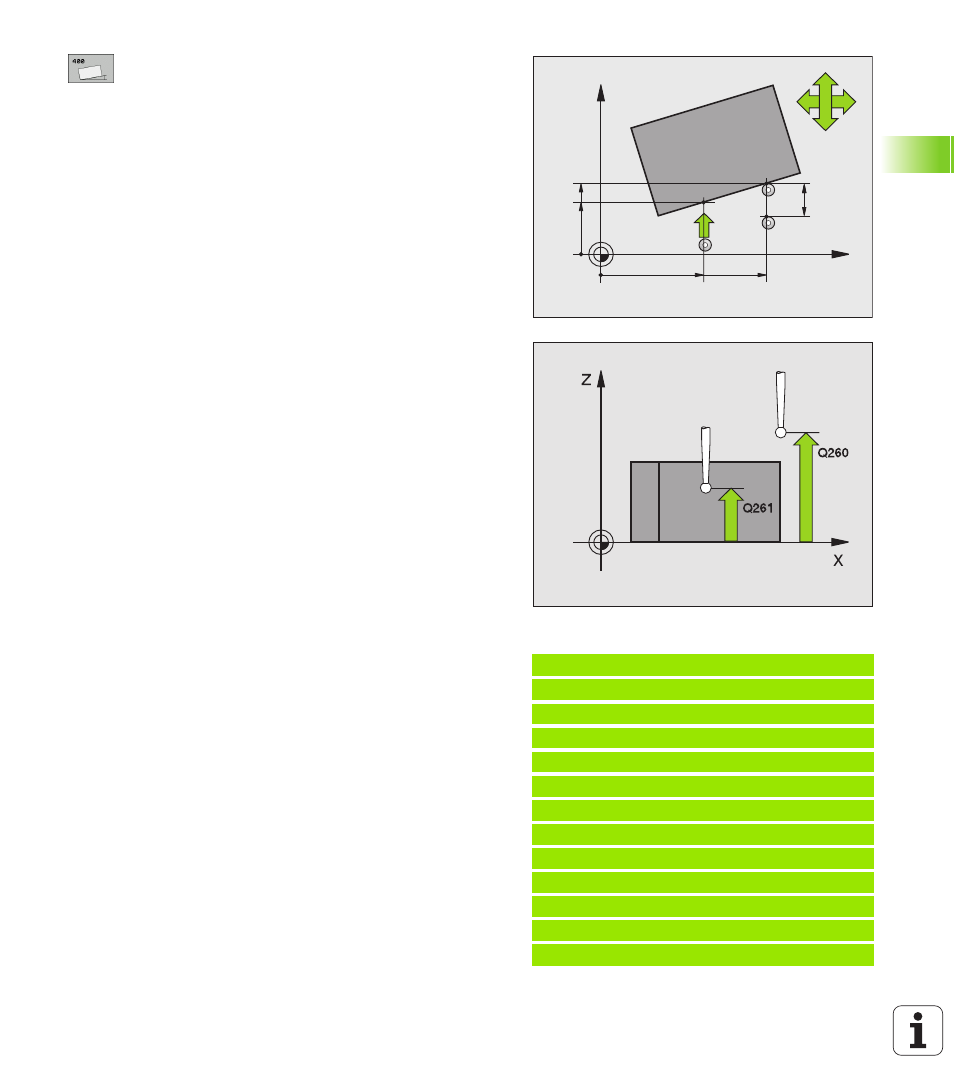
ALTEZZA DI MISURA SU ASSE TASTATORE
Q261 (in valore
assoluto): coordinata del centro della sfera (= punto di
contatto) nell'asse del tastatore, sul quale deve
essere effettuata la misurazione
DISTANZA DI SICUREZZA
Q320 (in valore incrementale):
distanza addizionale tra il punto di misura e la sfera del
tastatore. Q320 attivo in aggiunta alla colonna
SET_UP
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio)
SPOSTARSI A ALT. SICUR.
Q301: determinare in che
modo il tastatore deve spostarsi tra i punti di misura:
0: spostamento tra i punti da misurare all'altezza di
misura
1: spostamento tra i punti da misurare all'altezza di
sicurezza
VALORE PRESET PER ROTAZ. BASE
Q307 (in valore
assoluto): se la posizione obliqua da misurare non
deve essere riferita all'asse principale, ma ad una
retta qualsiasi, introdurre l'angolo della retta di
riferimento. Il TNC calcola quindi, per la rotazione
base, la differenza tra il valore misurato e l'angolo
della retta di riferimento.
NUMERO PRESET NELLA TABELLA
Q305: indicare il
numero della tabella Preset nel quale il TNC deve
memorizzare la rotazione base determinata. Se si
inserisce Q305=0, il TNC registra la rotazione base
rilevata nel menu ROT del modo operativo
Funzionamento manuale
Esempio: blocchi NC
5 TCH PROBE 400 ROTAZIONE BASE
Q263=+10
;1° PUNTO 1° ASSE
Q264=+3,5
;1° PUNTO 2° ASSE
Q265=+25
;2° PUNTO 1° ASSE
Q266=+2
;2° PUNTO 2° ASSE
Q272=2
;ASSE DI MISURA
Q267=+1
;DIREZIONE ATTRAVERS.
Q261=-5
;ALTEZZA MISURATA
Q320=0
;DISTANZA SICUREZZA
Q260=+20
;ALTEZZA DI SICUREZZA
Q301=0
;SPOSTARSI A ALT. SICUR.
Q307=0
;PRESET ROTAZ. BASE
Q305=0
;NUMERO SU TABELLA
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320