HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuale d'uso
Pagina 350
Programmazione: parametri Q
9.12 Esempi di programmazione
9
350
TNC 640 | Manuale utente Programmazione DIN/ISO | 3/2015
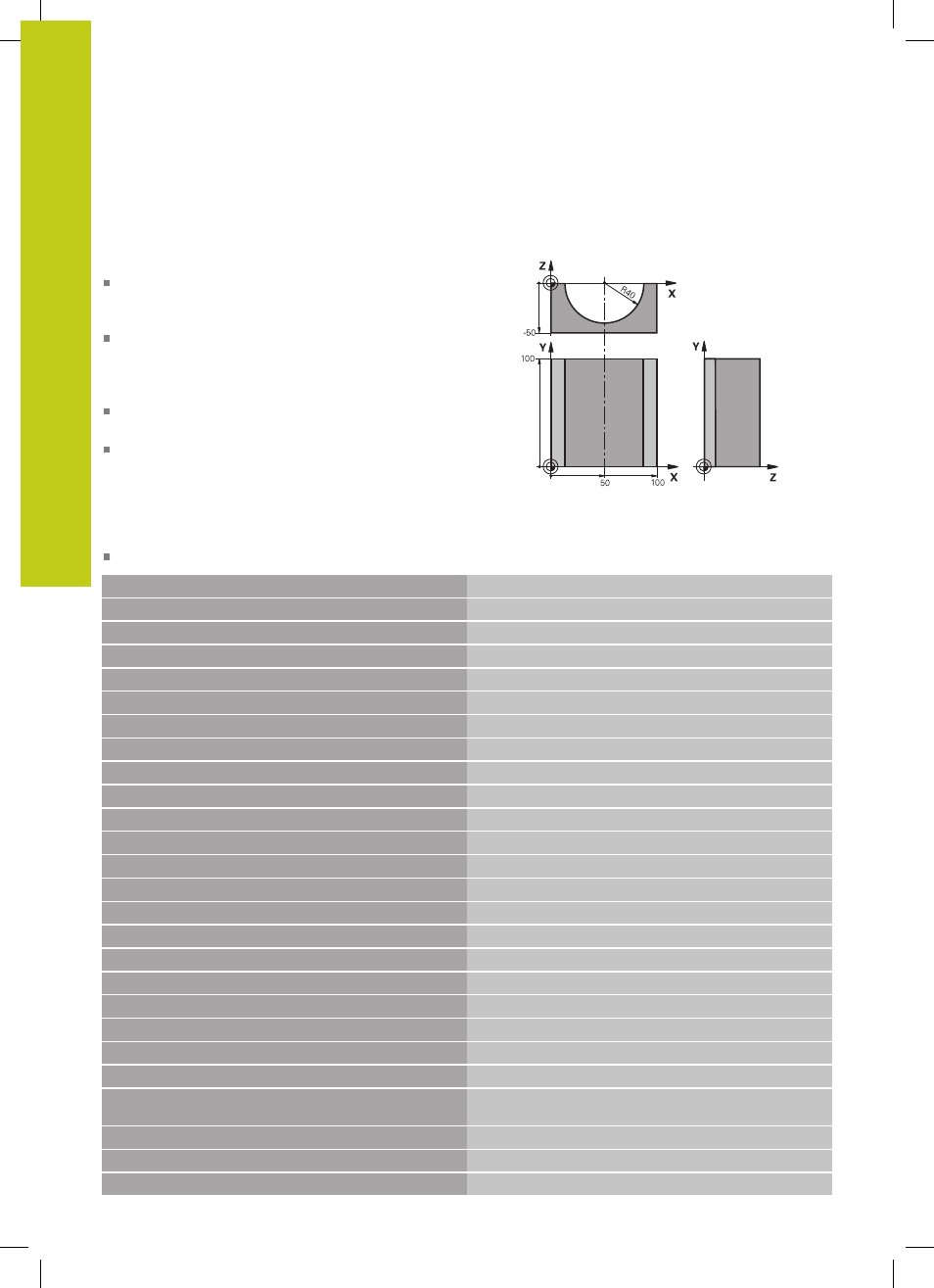
Esempio: lavorazione di un cilindro concavo con
fresa a raggio laterale
Esecuzione del programma
Il programma funziona solamente con frese a raggio
frontale; la lunghezza utensile si riferisce al centro
della sfera
Il profilo del cilindro viene programmato con tanti tratti
di retta (definibili mediante Q13). Quante più passate
vengono programmate, tanto più liscio risulterà il
profilo
Il cilindro viene fresato con passate longitudinali (qui:
paralleli all'asse Y)
La direzione di fresatura viene definita mediante
l'angolo di partenza e l'angolo finale nello spazio:
Direzione di lavorazione in senso orario:
angolo di partenza > angolo finale
Direzione di lavorazione in senso antiorario:
angolo di partenza < angolo finale
Il raggio dell'utensile viene corretto automaticamente
%CILIN G71 *
N10 D00 Q1 P01 +50 *
Centro asse X
N20 D00 Q2 P01 +0 *
Centro asse Y
N30 D00 Q3 P01 +0 *
Centro asse Z
N40 D00 Q4 P01 +90 *
Angolo di partenza solido (piano Z/X)
N50 D00 Q5 P01 +270 *
Angolo finale solido (piano Z/X)
N60 D00 Q6 P01 +40 *
Raggio cilindro
N70 D00 Q7 P01 +100 *
Lunghezza del cilindro
N80 D00 Q8 P01 +0 *
Rotazione nel piano X/Y
N90 D00 Q10 P01 +5 *
Maggiorazione raggio del cilindro
N100 D00 Q11 P01 +250 *
Avanzamento in profondità
N110 D00 Q12 P01 +400 *
Avanzamento di fresatura
N120 D00 Q13 P01 +90 *
Numero di passate
N130 G30 G17 X+0 Y+0 Z-50 *
Definizione pezzo grezzo
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Chiamata utensile
N160 G00 G40 G90 Z+250 *
Disimpegno utensile
N170 L10,0 *
Chiamata lavorazione
N180 D00 Q10 P01 +0 *
Azzeramento della maggiorazione
N190 L10,0
Chiamata lavorazione
N200 G00 G40 Z+250 M2 *
Disimpegno utensile, fine programma
N210 G98 L10 *
Sottoprogramma 10: lavorazione
N220 Q16 = Q6 - Q10 - Q108 *
Calcolo di maggiorazione e utensile con rif. al raggio del
cilindro
N230 D00 Q20 P01 +1 *
Impostazione del contatore delle passate
N240 D00 Q24 P01 +Q4 *
Copia dell'angolo di partenza solido (piano Z/X)
N250 Q25 = ( Q5 - Q4 ) / Q13 *
Calcolo del passo angolare