Esempio: programmazione fk 1 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuale d'uso
Pagina 253
Movimenti traiettoria – Programmazione libera dei profili FK
6.6
6
TNC 640 | Manuale utente Programmazione DIN/ISO | 3/2015
253
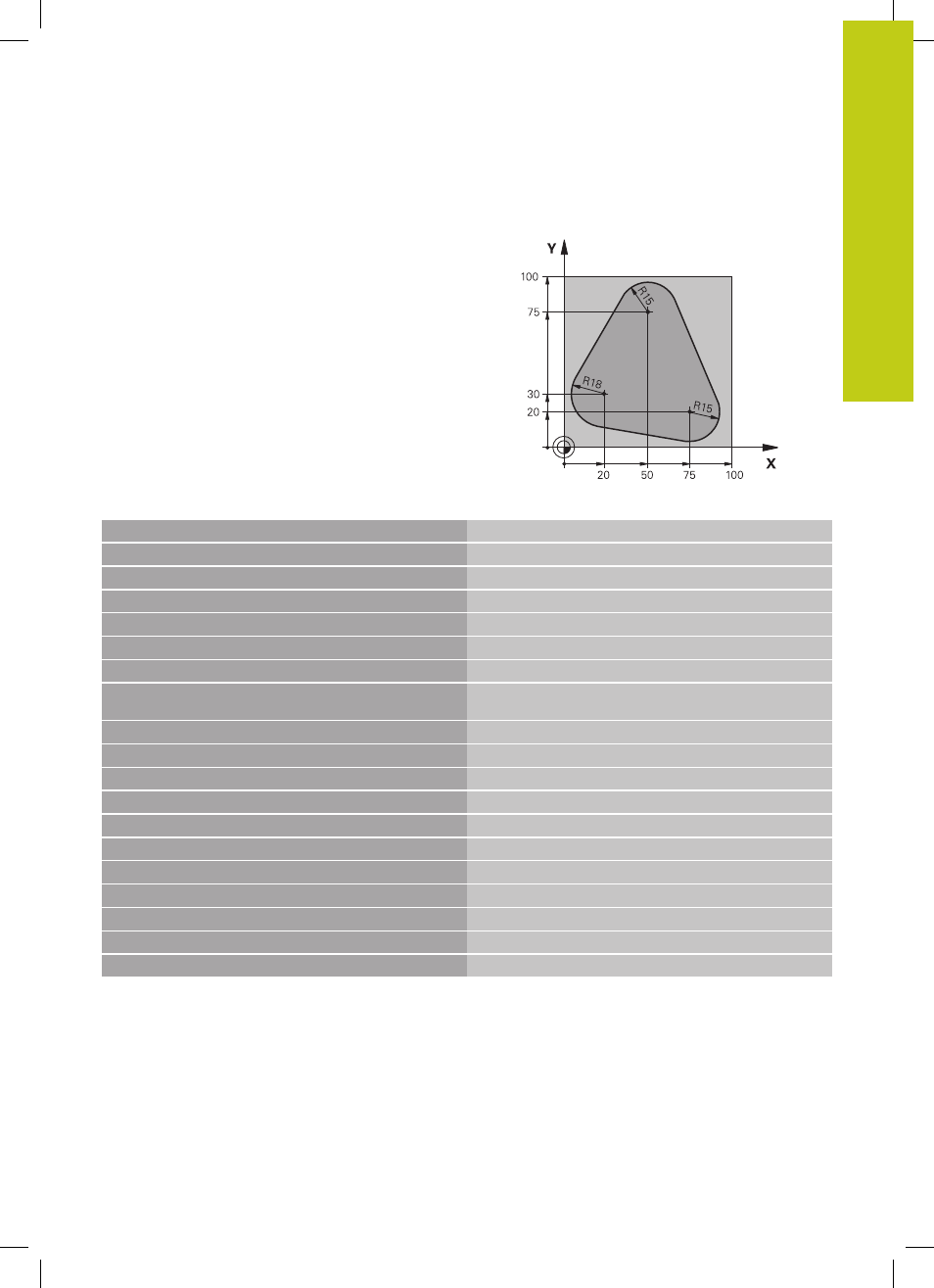
Esempio: programmazione FK 1
%FK1 G71*
N10 G30 G17 X+0 Y+0 Z-20*
Definizione pezzo grezzo
N20 G31 X+100 Y+100 Z+0*
N30 T 1 G17 S500*
Chiamata utensile
N40 G00 G90 Z+250 G40 M3*
Disimpegno utensile
N50 G00 X-20 Y+30 G40*
Preposizionamento utensile
N60 G01 Z-10 G40 F1000*
Posizionamento alla profondità di lavorazione
N70 APPR CT X+2 Y+30 CCA90 R+5 G41 F250*
Avvicinamento al profilo su un cerchio con raccordo
tangenziale
N80 FC DR- R18 CLSD+ CCX+20 CCY+30*
Sezione FK:
N90 FLT*
Programmazione dei dati noti per ogni elemento di profilo
N100 FCT DR- R15 CCX+50 CCY+75*
N110 FLT*
N120 FCT DR- R15 CCX+75 CCY+20*
N130 FLT*
N140 FCT DR- R18 CLSD- CCX+20 CCY+30*
N150 DEP CT CCA90 R+5 F2000*
Distacco dal profilo su un cerchio con raccordo tangenziale
N160 G00 X-30 Y+0*
N170 G00 Z+250 M2*
Disimpegno utensile, fine programma
N99999999 %FK1 G71*