Procedura, Note per la programmazione – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuale d'uso
Pagina 282
Programmazione: sottoprogrammi e ripetizioni di blocchi di programma
8.4
Programma qualsiasi come sottoprogramma
8
282
TNC 640 | Manuale utente Programmazione DIN/ISO | 3/2015
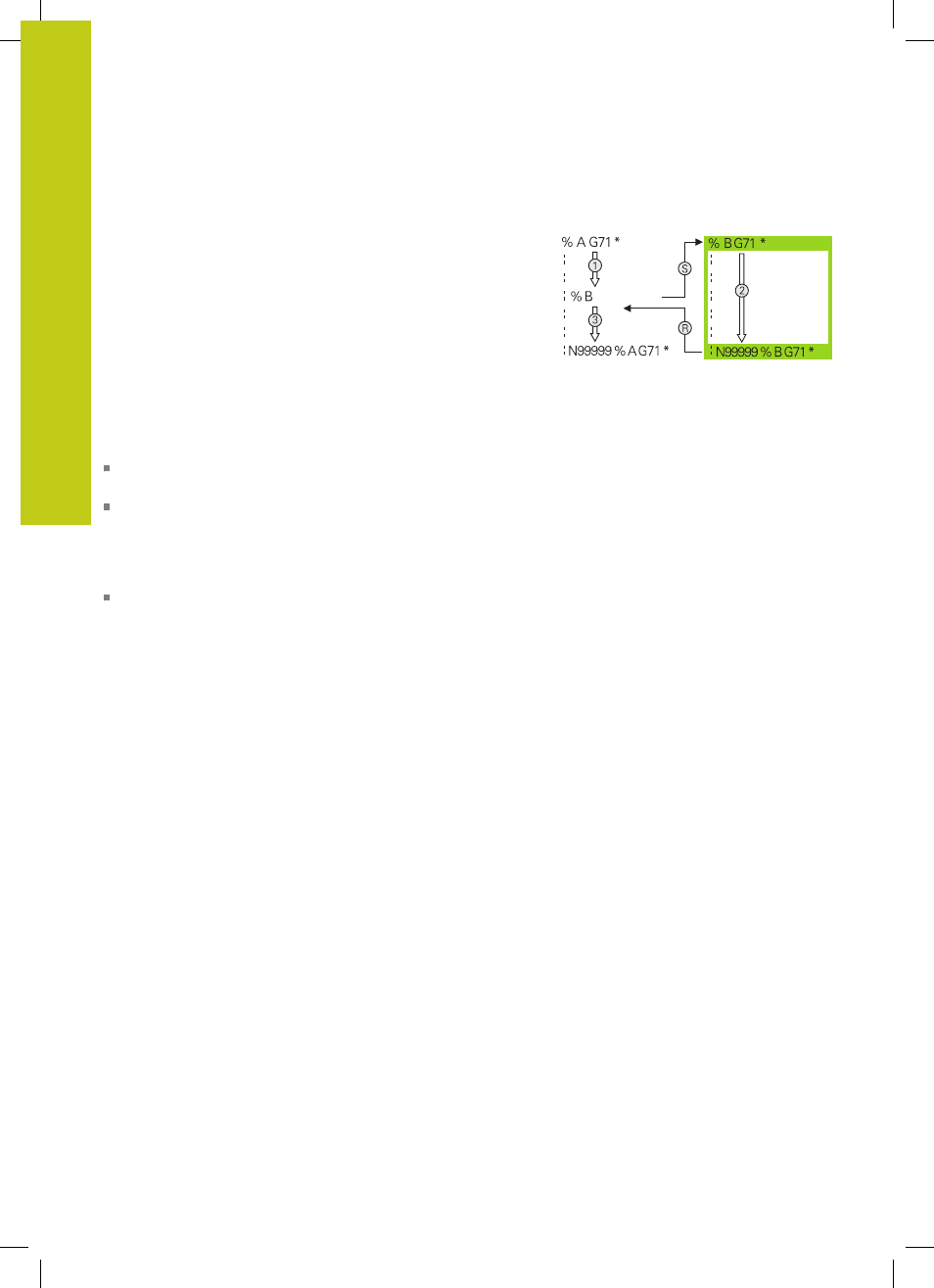
Procedura
1 Il TNC esegue il programma di lavorazione fino alla chiamata di
un altro programma con
%
2 In seguito il TNC esegue il programma chiamato fino alla sua
fine
3 Successivamente il TNC continua l’esecuzione del programma
chiamante dal blocco che segue la chiamata di programma
Note per la programmazione
Per chiamare un qualsiasi programma il TNC non necessita di
LABEL
Il programma chiamato non deve contenere le funzioni ausiliarie
M2 o M30. Se nel programma di lavorazione chiamato sono stati
definiti sottoprogrammi con label, è necessario impiegare M2
oppure M30 con la funzione di salto
D09 P01 +0 P02 +0 P03 99
per saltare in modo forzato questo blocco di programma
Il programma di lavorazione chiamato non deve contenere
alcuna chiamata
% nel programma di lavorazione chiamante (loop
continuo)