Lavorazione di tornitura inclinata – HEIDENHAIN TNC 640 (34059x-04) Manuale d'uso
Pagina 491
Funzioni base (opzione software 50) 14.2
14
TNC 640 | Manuale utente Dialogo con testo in chiaro HEIDENHAIN | 4/2014
491
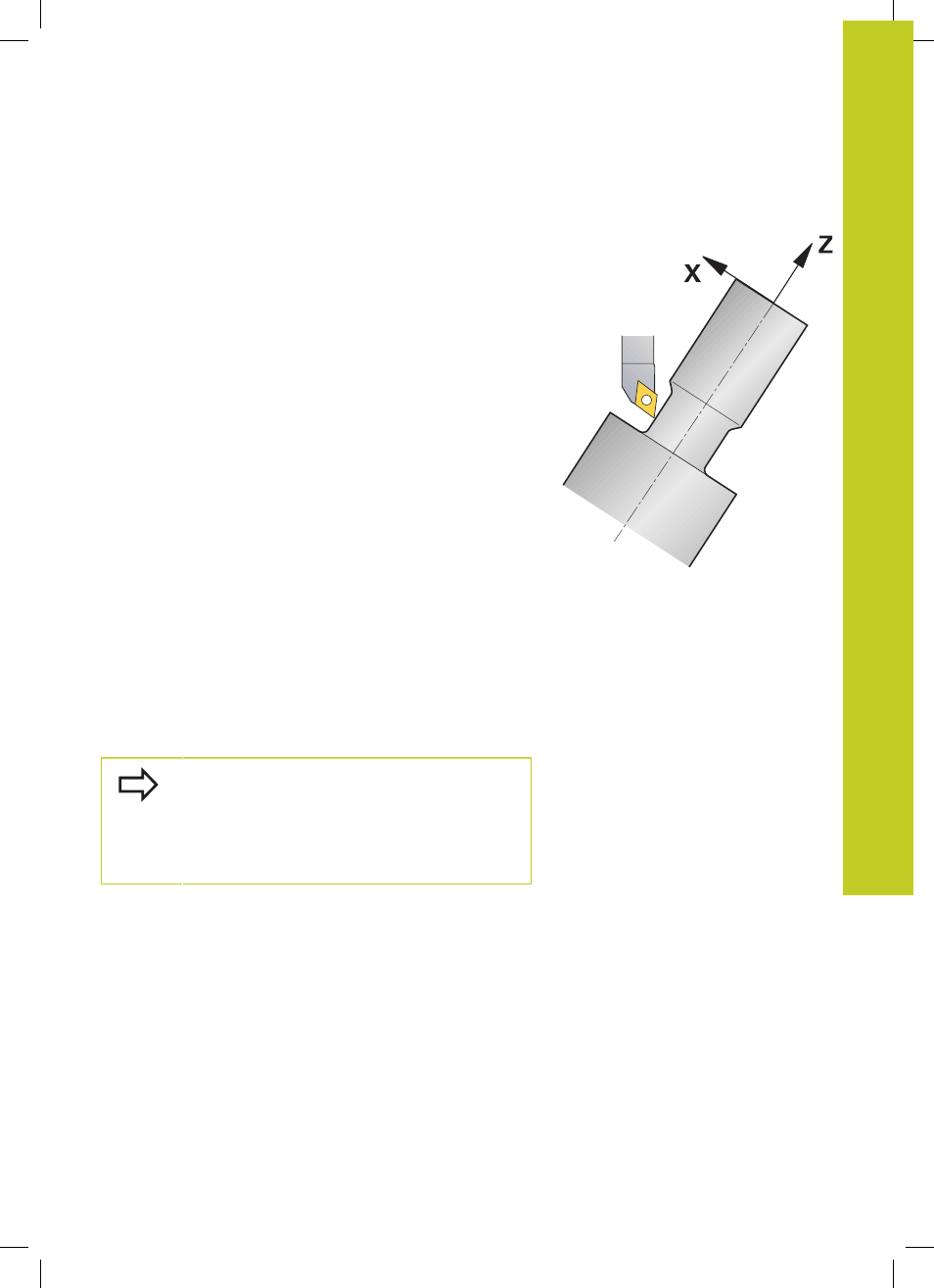
Lavorazione di tornitura inclinata
A volte può risultare necessario che gli assi orientabili debbano
essere portati in una certa posizione per poter eseguire la
lavorazione. Tale inclinazione è ad esempio necessaria se gli
elementi del profilo possono essere lavorati soltanto in una
determinata posizione a causa della geometria dell'utensile.
Grazie all'inclinazione di un asse orientabile si crea un offset
tra pezzo e utensile. La funzione
M144 considera la posizione
degli assi inclinati e compensa tale offset. La funzione
M144
allinea inoltre la direzione Z del sistema di coordinate del pezzo
in direzione dell'asse centrale del pezzo. Se l'asse inclinato è un
asse orientabile, il pezzo si trova in una posizione obliqua e il TNC
esegue i movimenti di traslazione nel sistema di coordinate ruotato
del pezzo. Se l'asse inclinato è una testa orientabile (l'utensile è
in posizione obliqua), il sistema di coordinate del pezzo non viene
ruotato.
In seguito all'inclinazione dell'asse orientabile è eventualmente
necessario preposizionare di nuovo l'utensile nella coordinata Y e
orientare la posizione del tagliente con il ciclo 800.
In alternativa alla funzione
M144 si può anche impiegare anche
la funzione
M128. L'effetto è identico, ma si applica tuttavia la
seguente limitazione: Il TNC può eseguire una correzione del raggio
del tagliente anche durante una lavorazione inclinata. Qualora la
lavorazione inclinata sia stata attivata con M128, la correzione del
raggio del tagliente non è possibile senza ciclo, ossia in blocchi di
traslazione con
RL/RR. Se si attiva la lavorazione inclinata con M144,
tale limitazione non si applica.
Se si eseguono i cicli di tornitura con
M144, gli angoli dell'utensile
variano rispetto al profilo. Il TNC considera automaticamente tali
variazioni e controlla così anche la lavorazione, se inclinata.
I cicli di troncatura e di filettatura con lavorazione
inclinata possono essere utilizzati soltanto con un
angolo retto di registrazione (+90°, -90°).
La correzione dell'utensile
FUNCTION TURNDATA
CORR-TCS è attiva sempre nel sistema di coordinate
dell'utensile, anche durante una lavorazione inclinata.