Parametri ciclo – HEIDENHAIN TNC 128 (77184x-02) Manuale d'uso
Pagina 441
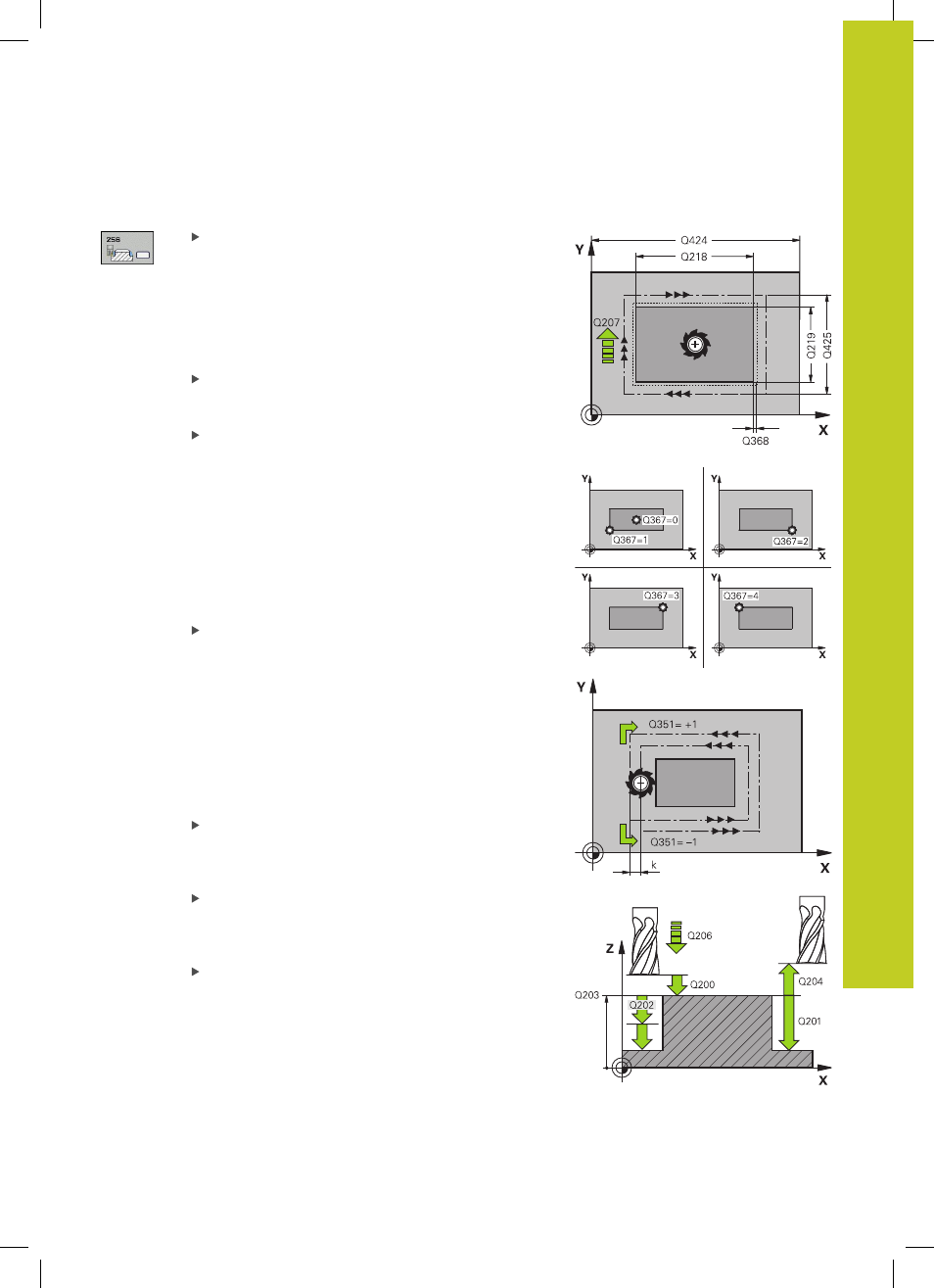
ISOLA RETTANGOLARE (ciclo 256)
17.3
17
TNC 128 | Manuale utente Dialogo con testo in chiaro HEIDENHAIN | 7/2014
441
Parametri ciclo
TIPO DI LAVORAZIONE (0/1/2) Q215: definizione
del tipo di lavorazione:
0
: sgrossatura e finitura
1
: solo sgrossatura
2
: solo finitura
La finitura laterale e la finitura del fondo vengono
eseguite solo se è definito il rispettivo sovrametallo
per finitura (Q368, Q369)
LUNGHEZZA LATO PRIMARIO Q218: lunghezza
dell'isola parallela all'asse principale del piano di
lavoro. Campo di immissione da 0 a 99999,9999
QUOTA PZ GREZZO LUNGH. LATO 1 Q424:
lunghezza dell'isola grezza, parallela all'asse
principale del piano di lavoro.
Inserire la quota pz.
grezzo lungh. lato 1 maggiore della lunghezza lato
primario. Il TNC esegue più accostamenti laterali,
se la differenza tra quota del pezzo grezzo 1 e quota
di finitura 1 è maggiore dell'accostamento laterale
ammesso (raggio utensile per sovrapposizione
traiettorie
Q370). Il TNC calcola sempre un
accostamento laterale costante. Campo di
immissione da 0 a 99999,9999
LUNGHEZZA LATO SECONDARIO Q219: lunghezza
dell'isola, parallela all'asse secondario del piano di
lavoro.
Inserire la quota pz. grezzo lungh. lato 2
maggiore della
lunghezza lato secondario. Il TNC
esegue più accostamenti laterali, se la differenza
tra quota del pezzo grezzo 2 e quota di finitura 2
è maggiore dell'accostamento laterale ammesso
(raggio utensile per sovrapposizione traiettorie
Q370). Il TNC calcola sempre un accostamento
laterale costante. Campo di immissione da 0 a
99999,9999
QUOTA PZ GREZZO LUNGH. LATO 2 Q425:
lunghezza dell'isola grezza, parallela all'asse
secondario del piano di lavoro. Campo di immissione
da 0 a 99999,9999
PROFONDITÀ Q201 (in valore incrementale):
distanza tra la superficie del pezzo e il fondo
dell'isola. Campo di immissione da -99999,9999 a
99999,9999
POSIZIONE ISOLA Q367: posizione dell'isola riferita
alla posizione dell'utensile al momento della
chiamata del ciclo:
0
: posizione utensile = centro scanalatura
1
: posizione utensile = spigolo inferiore sinistro
2
: posizione utensile = spigolo inferiore destro
3
: posizione utensile = spigolo superiore destro
4
: posizione utensile = spigolo superiore sinistro