Parametri ciclo – HEIDENHAIN TNC 128 (77184x-02) Manuale d'uso
Pagina 414
Cicli di foratura e filettatura
16.7 CONTROFORATURA INVERTITA (ciclo 204)
16
414
TNC 128 | Manuale utente Dialogo con testo in chiaro HEIDENHAIN | 7/2014
Attenzione Pericolo di collisione!
Verificare la posizione della punta dell'utensile
quando si programma un orientamento del mandrino
sull'angolo immesso in
Q336 (ad es. modo operativo
Posizionamento con immissione manuale).
Selezionare l'angolo in modo tale che la punta
dell'utensile sia parallela ad un asse di coordinata.
Selezionare la direzione del disimpegno in modo che
l'utensile si allontani dal bordo del foro.
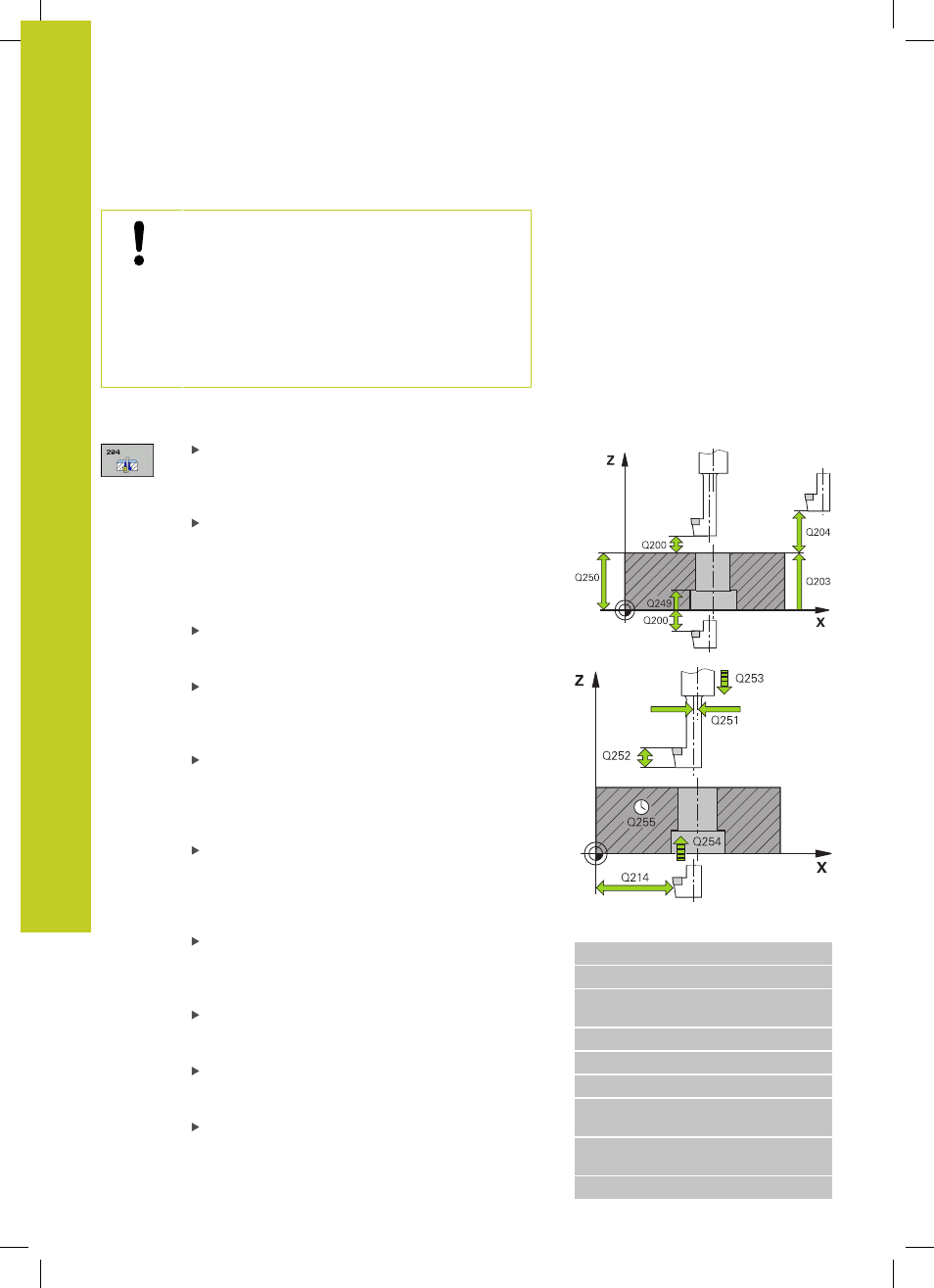
Parametri ciclo
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell'utensile e
la superficie del pezzo. Campo di immissione da 0 a
99999,9999
PROFONDITÀ LAVORAZIONE Q249 (in valore
incrementale): distanza tra il piano inferiore del
pezzo e il fondo della svasatura. Con il segno
positivo la svasatura viene eseguita nella direzione
positiva dell'asse del mandrino. Campo di
immissione da -99999,9999 a 99999,9999
SPESSORE MATERIALE Q250 (in valore
incrementale): spessore del pezzo. Campo di
immissione da 0,0001 a 99999,9999
ECCENTRICITÀ Q251 (in valore incrementale):
eccentricità dell'utensile alesatore; da rilevare dalla
scheda tecnica dell'utensile. Campo di immissione
da 0,0001 a 99999,9999
ALTEZZA TAGLIENTE Q252 (in valore incrementale):
distanza tra lo spigolo inferiore dell'utensile
alesatore e il tagliente principale; da rilevare dalla
scheda tecnica dell'utensile. Campo di immissione
da 0,0001 a 99999,9999
AVANZAMENTO DI PRE-POSIZIONAMENTO Q253:
velocità di spostamento dell'utensile durante la
penetrazione nel pezzo o l'estrazione dal pezzo in
mm/min Campo di immissione da 0 a 99999,999, in
alternativa
FMAX, FAUTO
Avanzam. lavorazione Q254: velocità di
spostamento dell’utensile durante la svasatura in
mm/min. Campo di immissione da 0 a 99999,999, in
alternativa
FAUTO, FU
TEMPO ATTESA Q255: tempo di sosta in secondi sul
fondo della svasatura. Campo di immissione da 0 a
3600,000
Coord. superficie pezzo Q203 (in valore assoluto):
coordinata della superficie del pezzo Campo di
immissione da -99999,9999 a 99999,9999
2ª DISTANZA DI SICUREZZA Q204 (in valore
incrementale): coordinata dell'asse del mandrino
che esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio). Campo di immissione da 0
a 99999,9999
Blocchi NC
11 CYCL DEF 204 LAMATURA INVERSA
Q200=2
;DISTANZA SICUREZZA
Q249=+5
;PROFONDITÀ
LAVORAZIONE
Q250=20
;SPESSORE MATERIALE
Q251=3.5
;ECCENTRICITÀ
Q252=15
;ALTEZZA TAGLIENTE
Q253=750
;AVANZ.
AVVICINAMENTO
Q254=200
;AVANZAM.
LAVORAZIONE
Q255=0
;TEMPO ATTESA