6 esempi di programmazione, Esempio: gruppi di fori, Esempi di programmazione – HEIDENHAIN TNC 128 (77184x-02) Manuale d'uso
Pagina 189: Esempi di programmazione 7.6
Esempi di programmazione
7.6
7
TNC 128 | Manuale utente Dialogo con testo in chiaro HEIDENHAIN | 7/2014
189
7.6
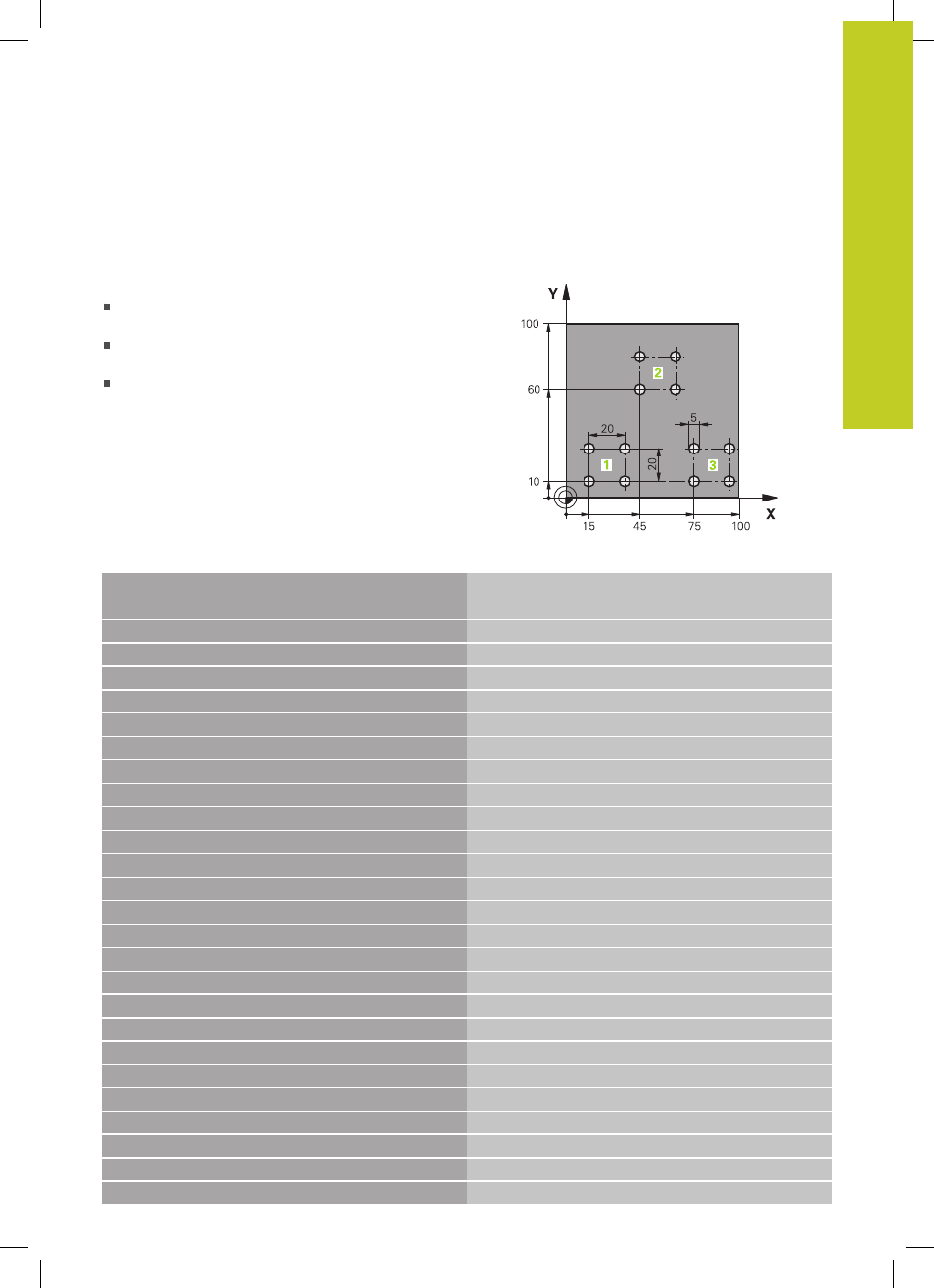
Esempi di programmazione
Esempio: gruppi di fori
Esecuzione del programma
Posizionamento sui gruppi di fori nel programma
principale
Chiamata del gruppo di fori (sottoprogramma 1) nel
programma principale
Una sola programmazione del gruppo di fori nel
sottoprogramma 1
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S3000
Chiamata utensile
4 Z+250 R0 FMAX M3
5 CYCL DEF 200 BOHREN
Definizione del ciclo "Foratura"
Q200=+2
;DISTANZA SICUREZZA
Q201=-20
;PROFONDITA'
Q206=+150
;VELOCITA' AVANZ.
Q202=+5
;PROF. INCREMENTO
Q210=+0
;TEMPO ATTESA SOPRA
Q203=+0
;COORD. SUPERFICIE
Q204=+50
;2ª DIST. SICUREZZA
Q211=+0
;TEMPO ATTESA SOTTO
Q395=+0
;ORIGINE PROFONDITA'
6 CYCL DEF 7.0 ORIGINE
Spostamento origine
7 CYCL DEF 7.1 X+15
8 CYCL DEF 7.2 Y+10
9 CALL LBL 1
10 CYCL DEF 7.0 ORIGINE
Spostamento origine
11 CYCL DEF 7.1 X+75
12 CYCL DEF 7.2 Y+10
13 CALL LBL 1
14 CYCL DEF 7.0 ORIGINE
Spostamento origine
15 CYCL DEF 7.1 X+45
16 CYCL DEF 7.2 Y+60
17 CALL LBL 1