Correzione utensile 5.3 – HEIDENHAIN TNC 128 (77184x-02) Manuale d'uso
Pagina 169
Correzione utensile
5.3
5
TNC 128 | Manuale utente Dialogo con testo in chiaro HEIDENHAIN | 7/2014
169
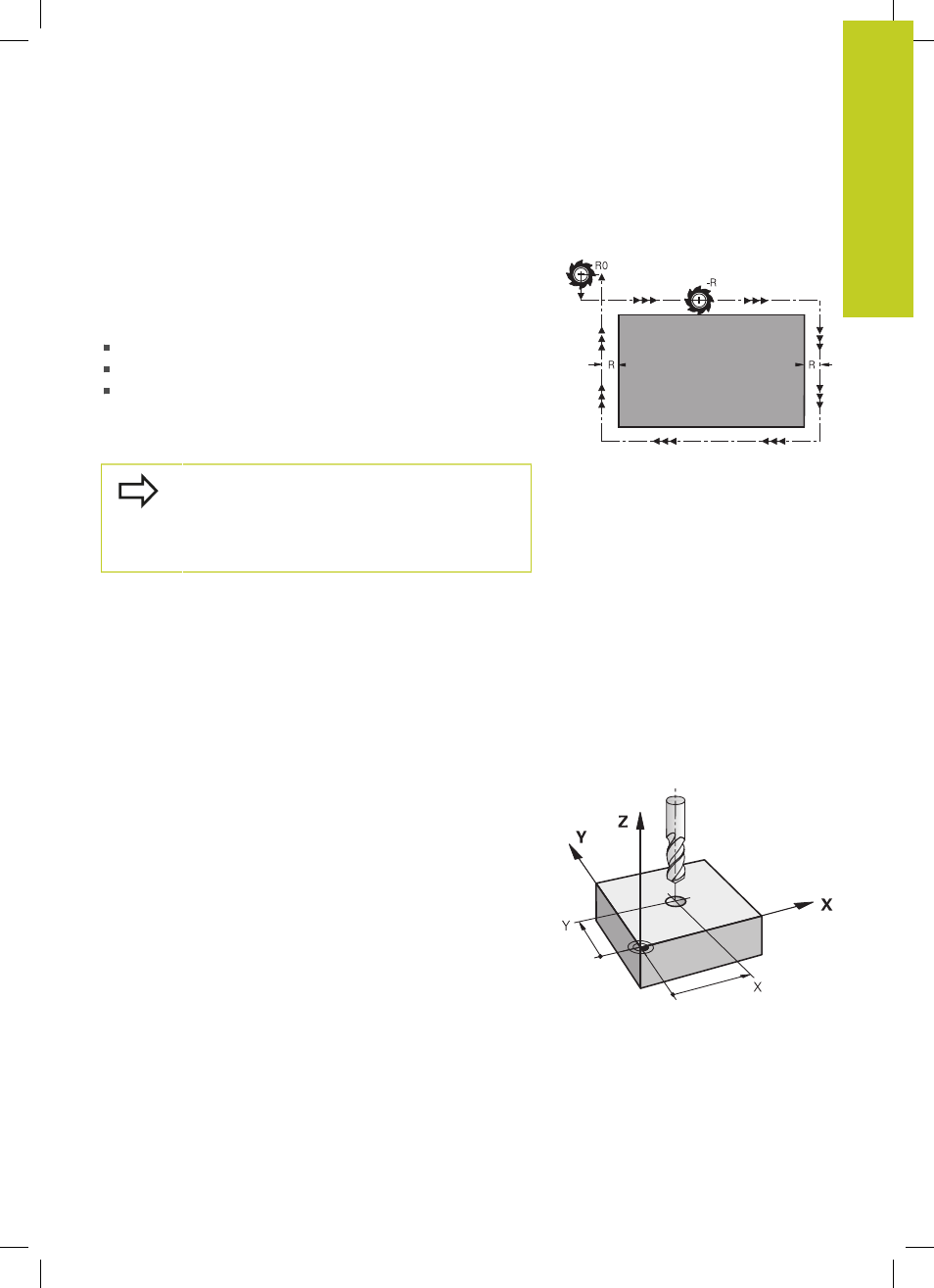
Correzione raggio utensile con blocchi di
posizionamento paralleli all'asse
Il TNC è in grado di correggere con l'aiuto di blocchi di
posizionamento il raggio utensile nel piano di lavoro. I
disegni possono essere immessi direttamente senza dover
precedentemente convertire le posizioni. Il percorso di traslazione
viene aumentato o ridotto del raggio utensile.
R+ aumenta il percorso utensile del raggio utensile
R- riduce il percorso utensile del raggio utensile
R0 posiziona l'utensile con il centro utensile
La correzione del raggio si attiva quando un utensile viene chiamato
e spostato nel piano di lavoro con un movimento parassiale
utilizzando
R+/R-.
La correzione del raggio non è attiva in caso di
posizionamenti nell'asse del mandrino.
In un blocco di posizionamento che non contiene
alcuna indicazione della correzione del raggio, rimane
attiva l'ultima correzione raggio selezionata.
Per la correzione del raggio il TNC tiene conto dei valori delta sia del
blocco
TOOL CALL che della tabella utensili.
Valore di correzione =
R + DR
TOOL CALL
+
DR
TAB
dove
R:
Raggio utensile
R dal blocco TOOL DEF o dalla tabella
utensili
DR
TOOL
CALL
:
Maggiorazione del raggio
DR dal blocco TOOL CALL
DR
TAB
:
Maggiorazione del raggio
DR dalla tabella utensili
Movimenti traiettoria senza correzione raggio: R0
L'utensile si sposta nel piano di lavoro con il proprio centro sulle
coordinate programmate.
Applicazione: foratura, preposizionamento.