Parametri ciclo, Calcolo dell'avanzamento: f = s x p, Disimpegno in un'interruzione del programma – HEIDENHAIN TNC 128 (77184x-02) Manuale d'uso
Pagina 427
MASCHIATURA con compensatore utensile (ciclo 206) 16.11
16
TNC 128 | Manuale utente Dialogo con testo in chiaro HEIDENHAIN | 7/2014
427
Attenzione Pericolo di collisione!
Con il parametro macchina
displayDepthErr si
imposta se il TNC deve emettere un messaggio
d’errore (on) oppure no (off) all'inserimento di una
profondità positiva.
Tenere presente che con
profondità
inserita positiva
il TNC inverte il calcolo del
preposizionamento. Quindi l'utensile si sposta in
rapido nell'asse utensile fino alla distanza di sicurezza
sotto
la superficie del pezzo!
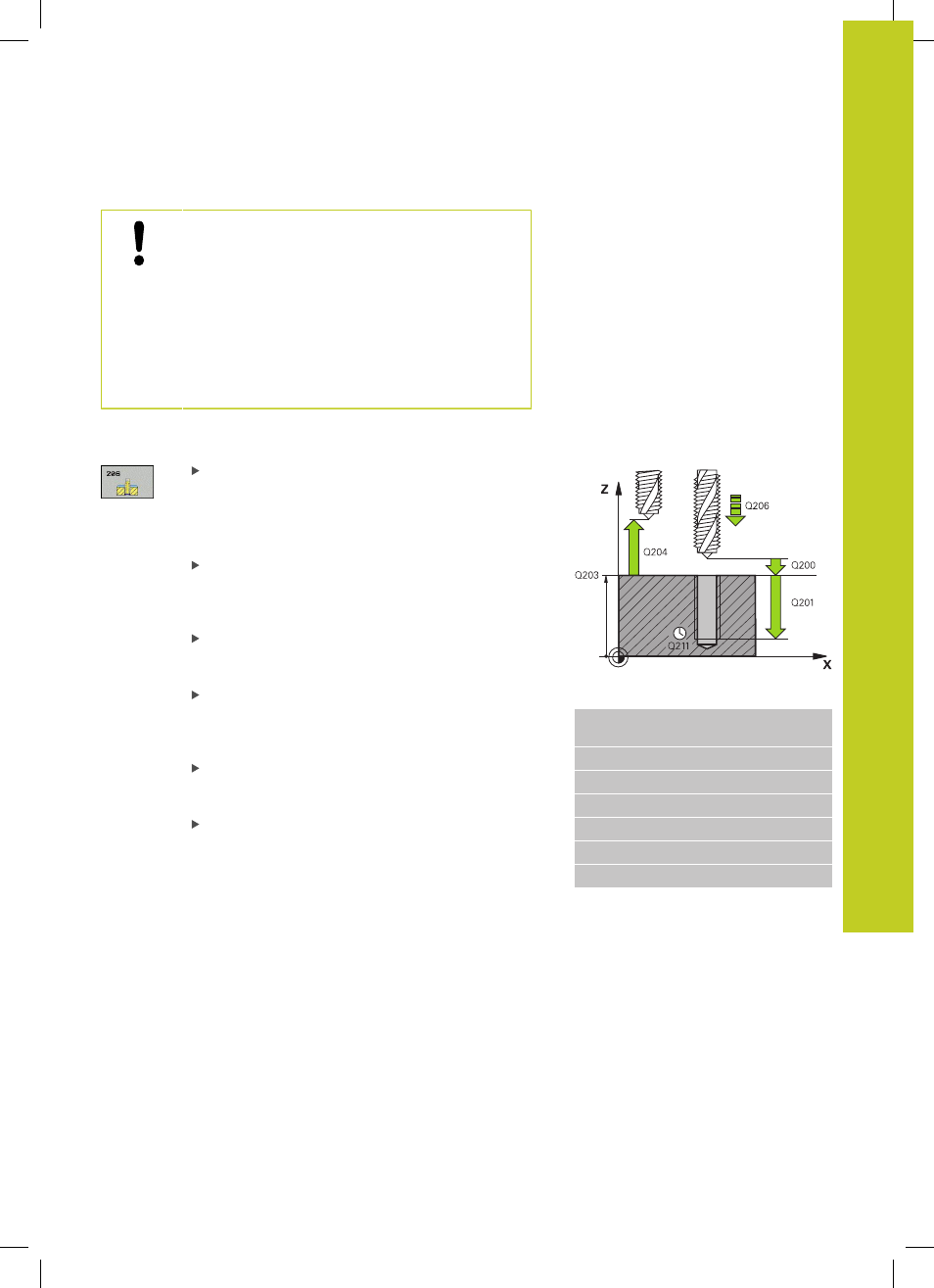
Parametri ciclo
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell'utensile e
la superficie del pezzo. Campo di immissione da 0 a
99999,9999
Valore indicativo: 4x passo della filettatura.
PROFONDITÀ FILETTO Q201 (in valore
incrementale): distanza tra la superficie del pezzo
e il fondo della filettatura. Campo di immissione da
-99999,9999 a 99999,9999
AVANZAMENTO F Q206: velocità di spostamento
dell'utensile durante la maschiatura. Campo di
immissione da 0 a 99999,999 In alternativa
FAUTO
TEMPO ATTESA SOTTO Q211: inserire un valore
tra 0 e 0,5 secondi, per evitare che l'utensile resti
bloccato durante il ritorno. Campo di immissione da
0 a 3600,0000
COORD. SUPERFICIE PEZZO Q203 (in valore
assoluto): coordinata della superficie del pezzo.
Campo di immissione da -99999,9999 a 99999,9999
2ª DISTANZA DI SICUREZZA Q204 (in valore
incrementale): coordinata dell'asse del mandrino
che esclude una collisione tra l'utensile e il pezzo
(dispositivo di serraggio). Campo di immissione da 0
a 99999,9999
Blocchi NC
25 CYCL DEF 206 MASCHIATURA
NUOVO
Q200=2
;DISTANZA SICUREZZA
Q201=-20
;PROFONDITÀ
Q206=150
;AVANZ. INCREMENTO
Q211=0.25
;TEMPO ATTESA SOTTO
Q203=+25
;COORD. SUPERFICIE
Q204=50
;2° DIST. DI SICUREZZA
Calcolo dell'avanzamento: F = S x p
F: Avanzamento in mm/min
S: Numero giri mandrino (giri/min)
p: Passo della filettatura (mm)
Disimpegno in un'interruzione del programma
Se durante la maschiatura si preme il tasto esterno di STOP, il TNC
visualizza un softkey che permette il disimpegno dell’utensile.